| ID |
Date |
Author |
Category |
Type |
Subject |
|
45
|
Wednesday, February 27, 2013, 16:15 |
Keith C Ng | M9 | Maintenance | M9 Q1 Q2 removal, rad waste pit prep |
Radioactive waste pit uncovered, red barrel with unknown contents taken out for assessment. R. Ralea from RPG determined barrel was too active to be removed from pit and therefore replaced into storage pit.
M. Kinakin took the aluminum samples from the two indium test rings and the stainless steel bolt taken from Q1 for analysis. Will return the stainless steel bolt when finished. |
|
46
|
Friday, March 01, 2013, 15:28 |
Keith C Ng | M9 | Maintenance | Radadioactive Waste Pit Organizing |
Successfully stacked old m20 q2 q2 magnet assembly on top of old M9 Q1 Q2 magnet and M11 septum magnet. See photos.
- Done to create room for current m9 Q1,2 magnet.
- Used 6' remote handling bridge on north end of open pit for shielding.
- Fields around railing/pit were around 460 µSv/h.
  
Old blank off, taper pins and dust cap were placed into lead flask.
- Radiation levels of pins not measured at this time. |
|
47
|
Monday, March 04, 2013, 16:48 |
Keith C Ng | M9 | Maintenance | M9 Q1 Q2 removal, preparation |
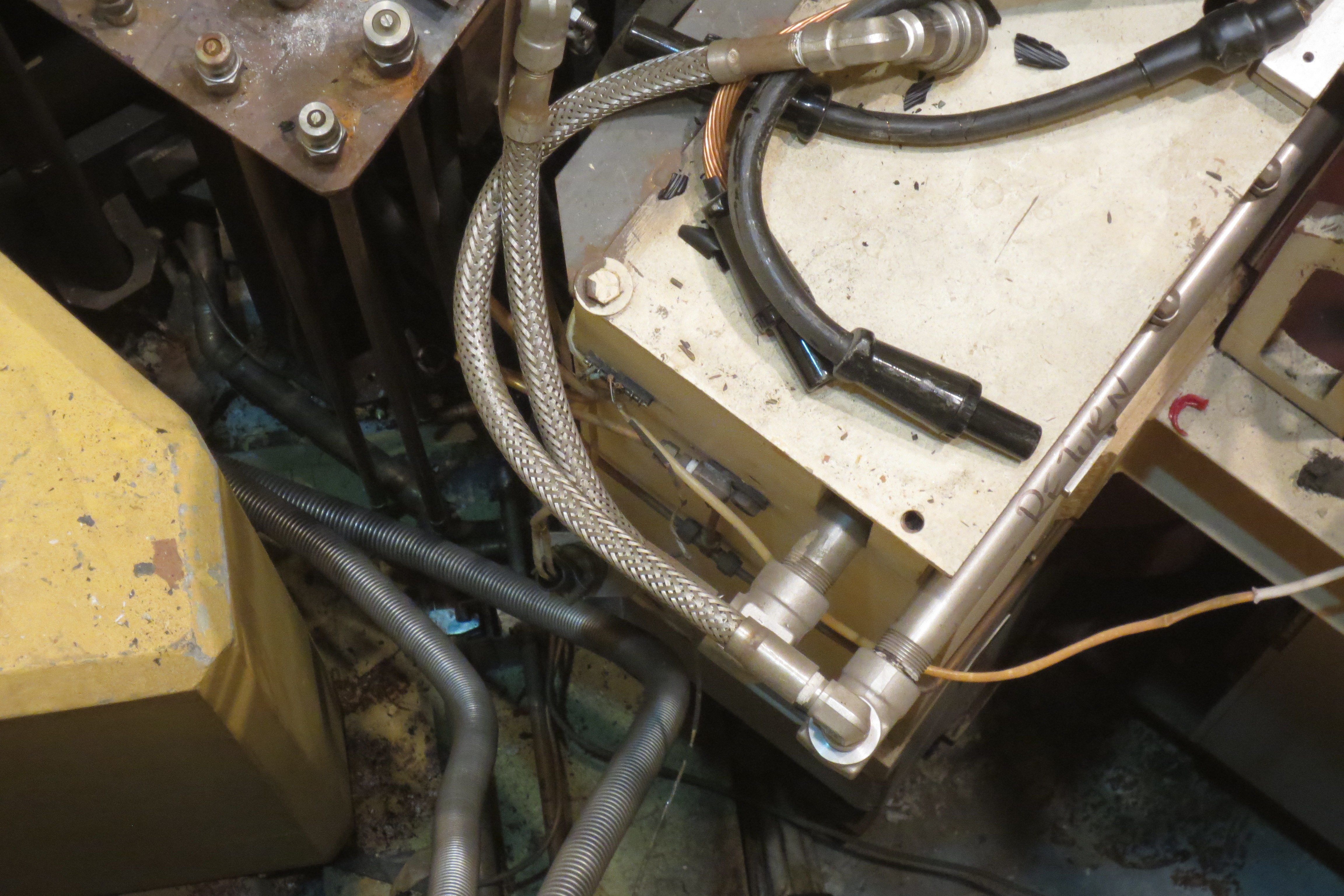
Preparing for M9 Q1,2 move:
1. Re-arranged/organized cables on top of magnet.
  
2. Re-configured bagging bunker for walk around access.
3. M. Kinakin replaced bullet bolt that was used for assaying.
- Removed new bullet bolt from magnet and decontaminated
4. Fully collapsed M9 Q1,2 vacuum box
- Q1 front flange up against T2 flange, appx .25" clearance between Q2 spring eyes and B1 vacuum box.
- Helium line appears to be sticking out under B2
- See above and below photos.
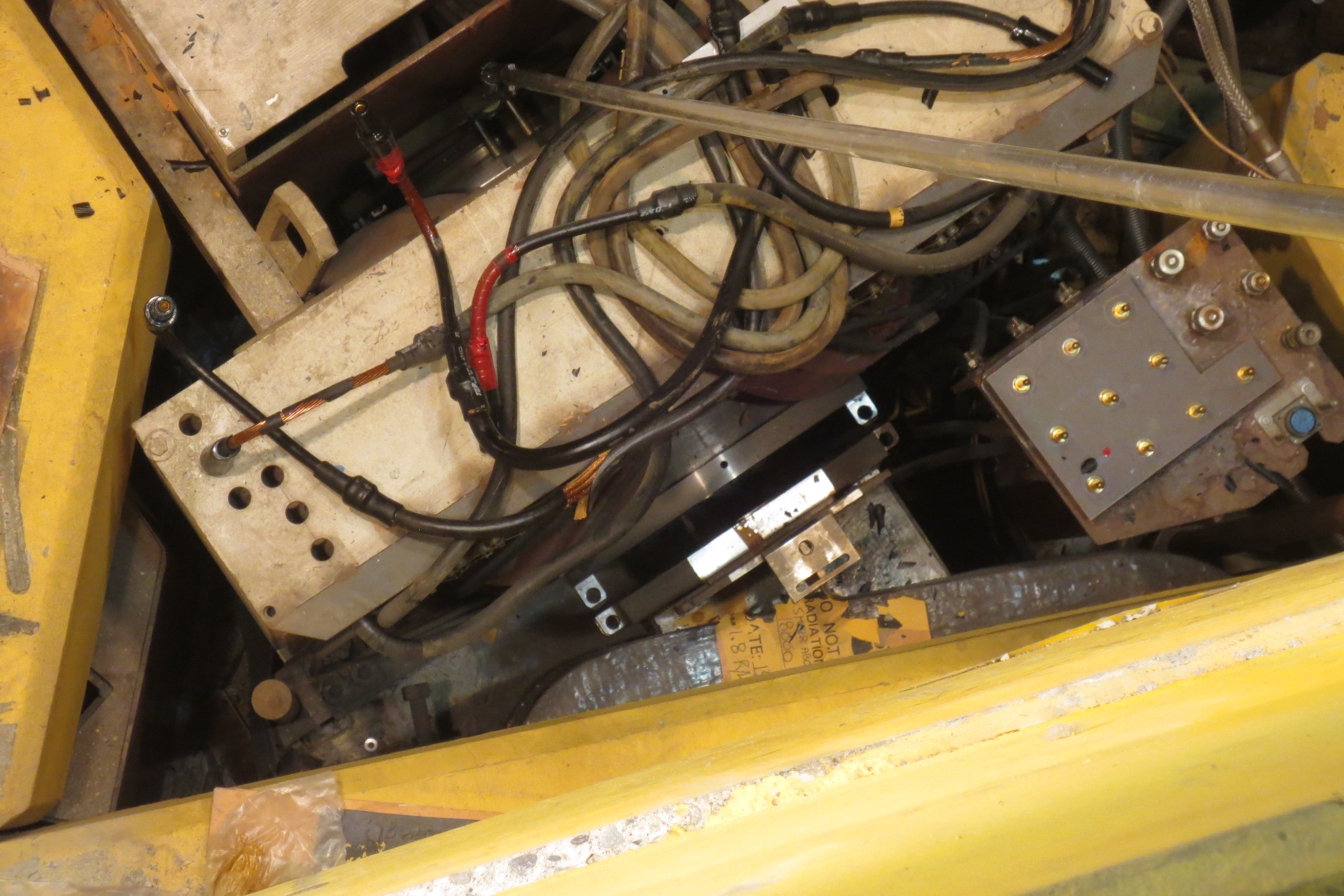
5. Disconnected some kind of electrical line from M9 Q2.
- Was secured and pulled off from magnet; see photos below, before & after.
|
|
48
|
Tuesday, March 05, 2013, 14:15 |
Keith C Ng | M9 | Maintenance | M9 Q1, 2 removal |
Removed M9 Q1 Q2 from beam line 1A via crane and transferred from beam line to radiation waste storage.
Magnet craned out of position in front of T2 monolith and then placed into bunker next to work site.
- Bunker pre-lined with plastic enough to envelope magnet.

Magnet craned over to radioactive storage and landed in south end of storage pit.
- Magnet did not sit on pit floor.
- Supported by a length of pipe on west of pit floor, Q1 leaning against south of pit wall and alignment bracket braced against a magnet on the east side of pit. See photos.
  
 
|
| Attachment 6: 20130305_m9q1q2remove_IMG_0329.JPG
|

|
|
49
|
Thursday, March 07, 2013, 08:35 |
Keith C Ng | M9 | Repair | M9 T2 flange blank off |
Work on blank off of M9 T2 started: Cleared away blocks making up bagging bunker. R. Kuramoto took some initial photos of the M9 T2 area post Q1Q2 removal; See Remote Handling network drive for photos.
G. Morris posted photos of M9 Q1Q2 just after removal from beam line 1A. Click here for link: http://trshare.triumf.ca/~gmorris/BL1A/M9/2013.3.5/ |
|
50
|
Tuesday, March 12, 2013, 16:33 |
Keith C Ng | M9 | Maintenance | M9 T2 flange blank off, preparation |
Scraped M9 T2 flange, removed what little indium was left on flange.
- Completed two passes, some indium still remains on flange. R. Kuramoto deems this sufficient for now.
- Scraping tool did not fit properly over flange, was forced into place and had to be pried off when scraping finished.
- Will temporarily blank off with rubber sealed blank off plate until area is cleaned of debris. Semi permanent blank off to be installed by end of week.
- See videos of flange scraping in Remote Handling group folder. |
|
51
|
Wednesday, March 13, 2013, 16:21 |
Keith C Ng | M9 | Maintenance | M9 T2 blanking off preparation |
1. Re-scraped M9 T2 flange after reviewing video of flange.
- Some indium remains on inside of counter bore of flange, indium hard to remove due to current tooling.
2. Installed rubber spring loaded blank off flange to prevent debris from entering M9 T2 port.
- Will be removed once Q1Q2 void is cleaned and indium blank off plate is tested and prepared for use.
3. Continued cleaning of M9 Q1Q2 void.
- Attempted to wipe residue from bottom dead center of B1 15"knife flange. Did not fully clean, R. Kuramoto observed a thick viscous residue, "like tar"
- Started vacuuming of M9 Q1Q2 void |
|
53
|
Tuesday, March 26, 2013, 09:04 |
Keith C Ng | M9 | Repair | M9 Q1Q2 void inspection |
Yesterday: did visual, video inspection and still imaging of T2 M9 Q1Q2 void. G. Morris came down to work site for visual inspection, noticed and was concerned about a few of the shielding blocks that were "contacting" the T2 monolith. Of note are the known "crumbling blocks" directly North and West of the T2 monolith and the pointy shielding block (2MB2, DWG# D-3399) North of the monolith which sits on top of a crumbling block. It was not certain if these shielding blocks were touching the monolith but there was no visible gap. See photos.
 
Also installed an aluminum sheet metal dust cover over open B1 15" flange. See photo.

Photos are located on: \\trwindata\groups\remote handling\Photos\2013\2013_m9q1q2_void
Videos are located on: \\trwindata\groups\remote handling\Videos\2013\2013_m9q1q2_inspection |
|
54
|
Tuesday, April 09, 2013, 16:41 |
Keith C Ng | M9 | Maintenance | T2 M9 exit port blank off |
Blanked off T2 M9 exit port with indium seal blank off.
1. Removed temporary rubber blank off from T2 flange.
2. Installed indium blank off TB22267, assembly TB22265 into exit port.
- Blank off installed at 2.5 turns past finger tight, finger tight defined as when springs are captive but still at free length with flange pins installed.
- Finger tight position set on test jig and removed before installing into beamline (backed off 0.5 turns to enable installation of flange pins)
- Blank off installed using the same parameters as testing, tightening spring nuts 0.5 turns alternating East then West West then East (*2012 May 2, KN) until reaching 2.5 turns.
- Installation finished 14:23, installation took 0.5 hours.
- See photos for final installation
 
 
3. Leak check of blank off and installation of shielding blocks to follow |
|
55
|
Wednesday, April 10, 2013, 16:20 |
Keith C Ng | M9 | Repair | M9 T2 flange blank off |
Continued with work on T2 M9 exit port and area; Vacuum started after 13:00 hours (due to vacuum pump issues at T2). He leak checked flange at 14:30, determined to be He leak tight. Vacuum pressure as of 14:45 in T2 volume (1ACG7) was at 36mT. |
|
56
|
Thursday, April 11, 2013, 15:43 |
Keith C Ng | M9 | Repair | T2 M9 exit port temporary shielding |
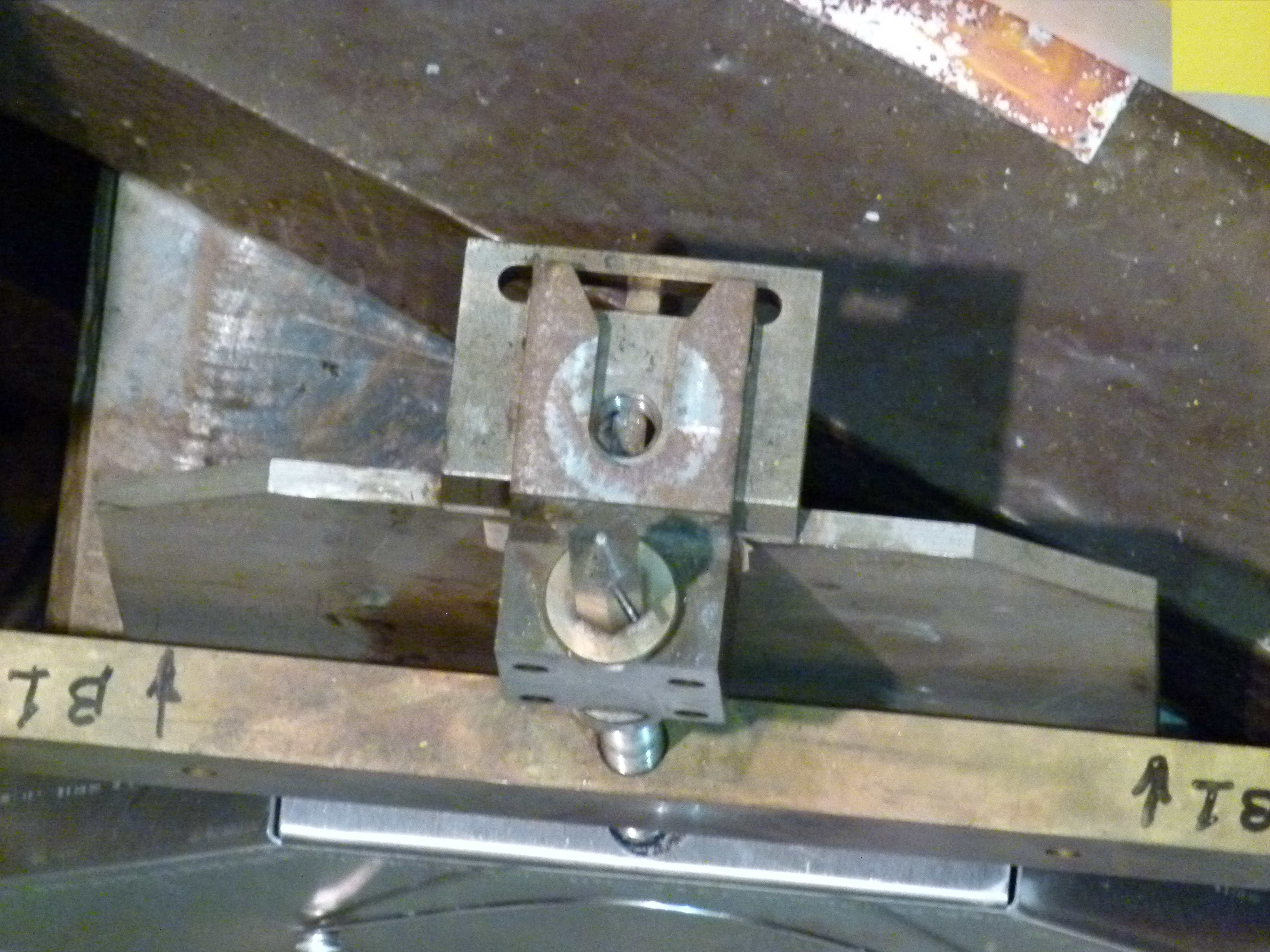
Installed shielding stand (TSH0094) for T2 M9 exit port as per drawing TSH0095; three steel blocks in total were lowered into the T2 M9 void. See photos. Started to tear down RH setup after shielding was lowered into place.
 
TSH0081 and TSH0083 were put into the void along with another unspecified steel block, see photos for details. Pictured below is shielding stand and block TSH0081 installed in place.
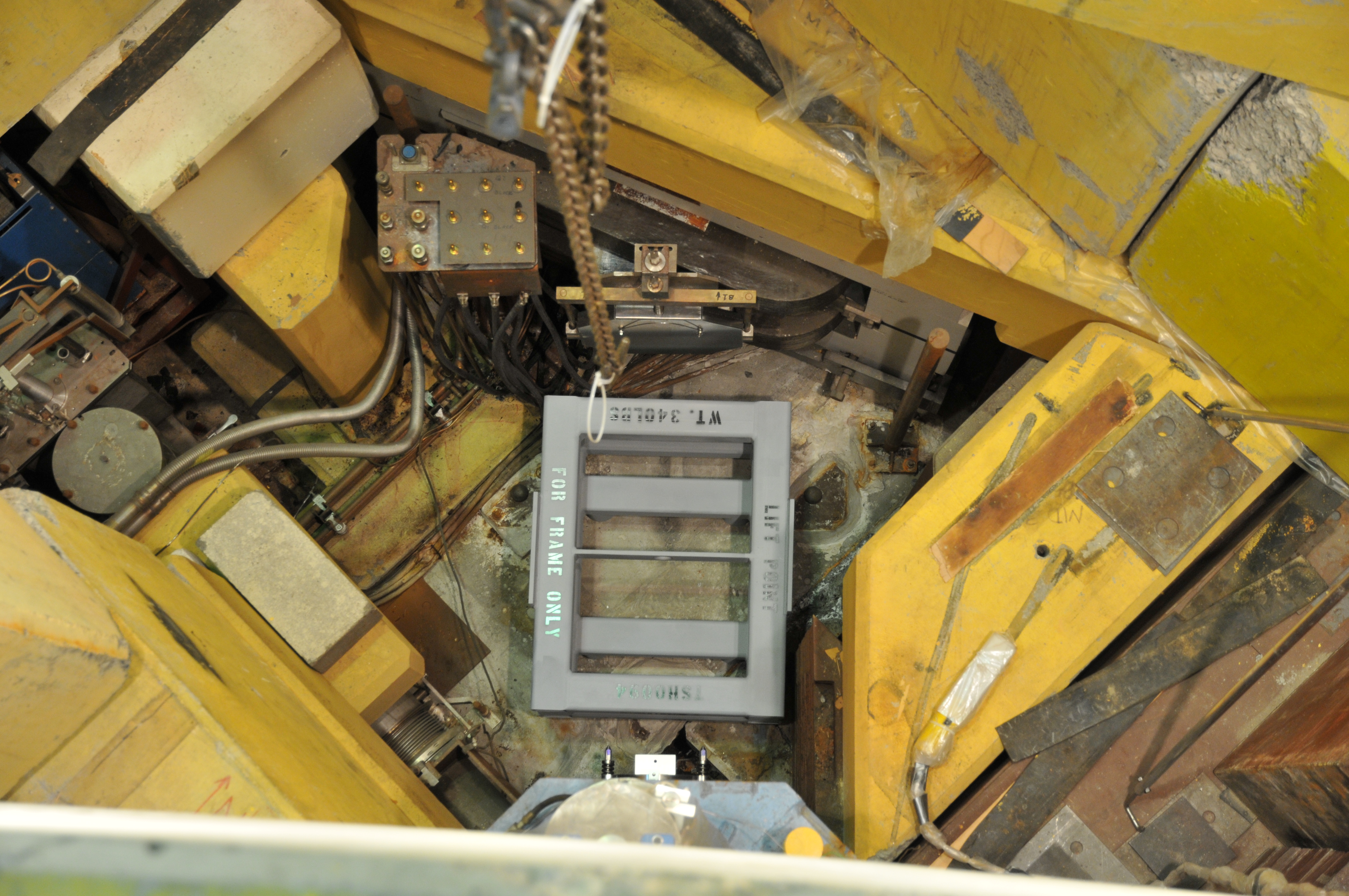 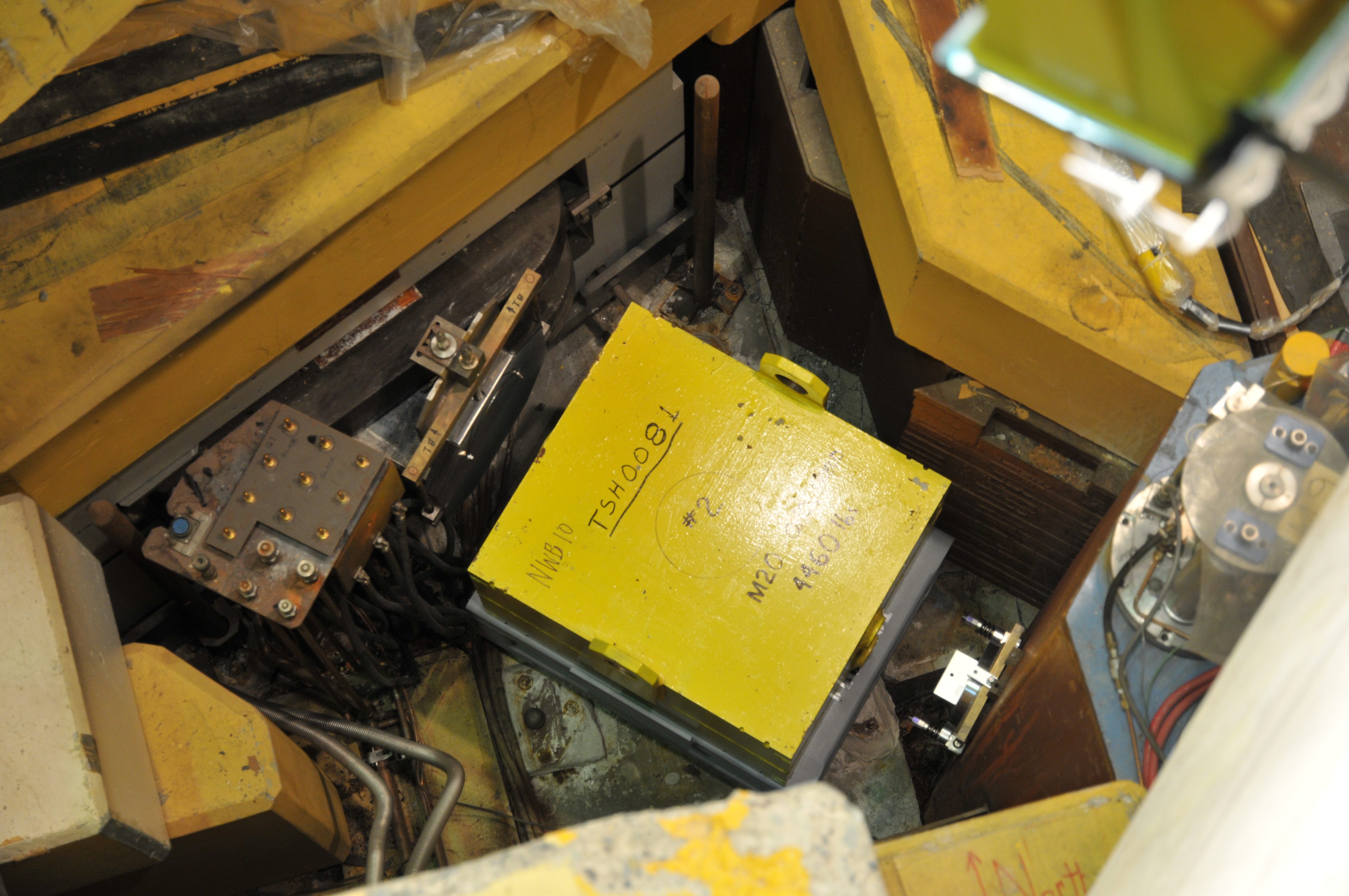
Pictured below is TSH0083 and a steel shielding block installed in place. The steel grey block will retain its lift eyes (ie. left in block to be covered up). Top steel block is not specified in TSH0095 and will have to be updated in that drawing to reflect changes.
  
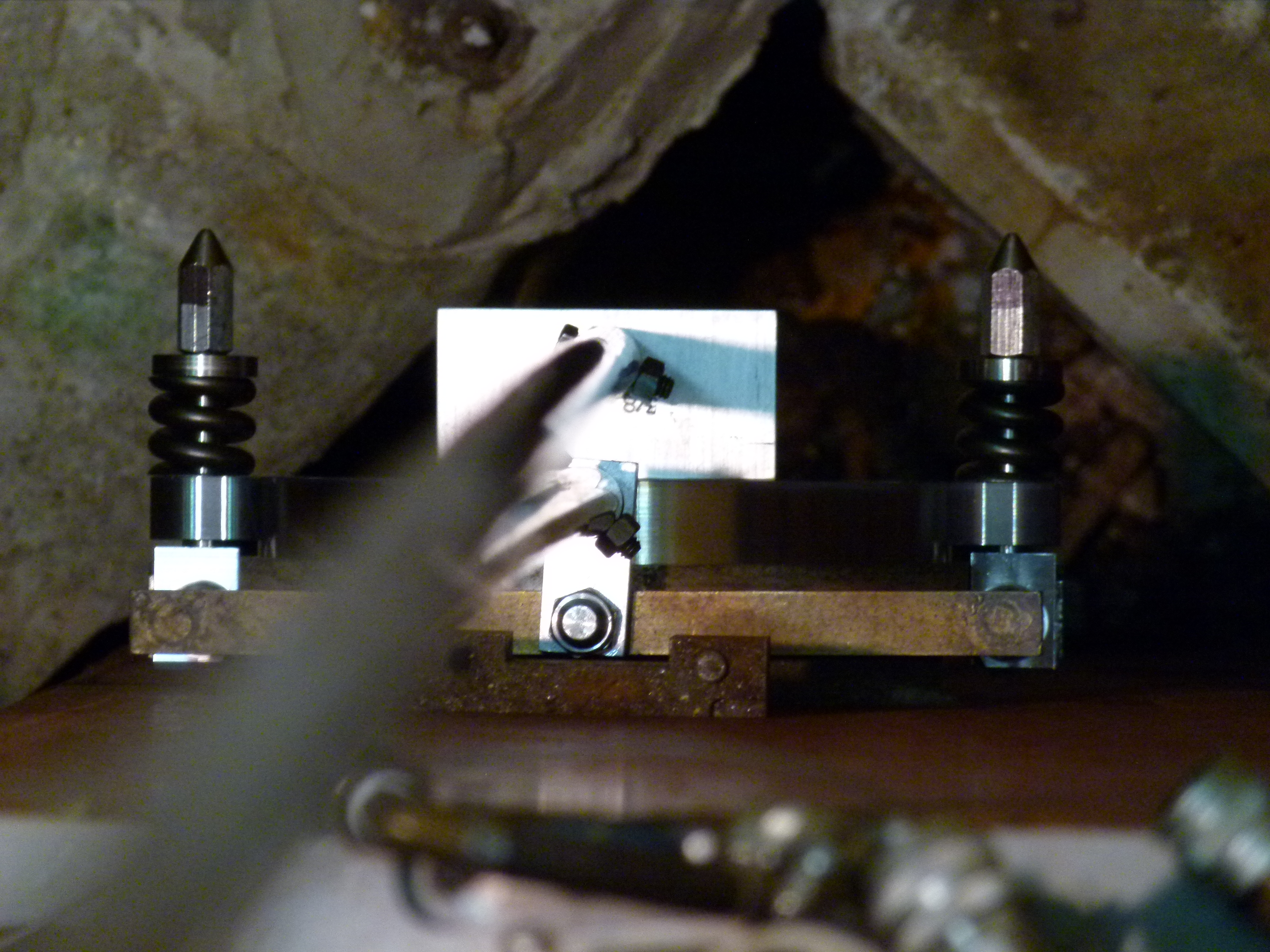
Before the RH setup was torn down photos of the spring eye gaps were shot from above, see photos for details.
- Pictured on left is the East spring eye, on right is West spring eye. Last photo is of the blank off its installed in place.
  
|
|
75
|
Monday, March 30, 2015, 16:10 |
Keith C Ng | M9 | Repair | T2 area uncovering |
Started to uncover and create work space around T2 M9 area, setup is mostly complete. Some misc items to be craned into position. RH set up is mostly to do He leak checking of 1A beamline due to vacuum leak somewhere in the area around T2, bridge on B1 side of M9 has not been set yet. |
|
76
|
Wednesday, April 01, 2015, 16:07 |
Keith C Ng | M9 | Maintenance | T2 M9 area work |
1) Block and bridge setup is mostly complete for T2 M9 sighting job. Waiting on approving drawing TB22322 in order to continue with installing sighting equipment.
2) He leak checked upstream of T2 and surrounding area. Appears to be a small leak at the M9T2 exit port through the blanking plate seal. Mode of failure undetermined at this time. Leak does not impact operation of beam line 1A according to vacuum group. |
|
77
|
Tuesday, April 07, 2015, 08:27 |
Keith C Ng | M9 | Development | m9 t2 alignment job |
Work completed for Thursday:
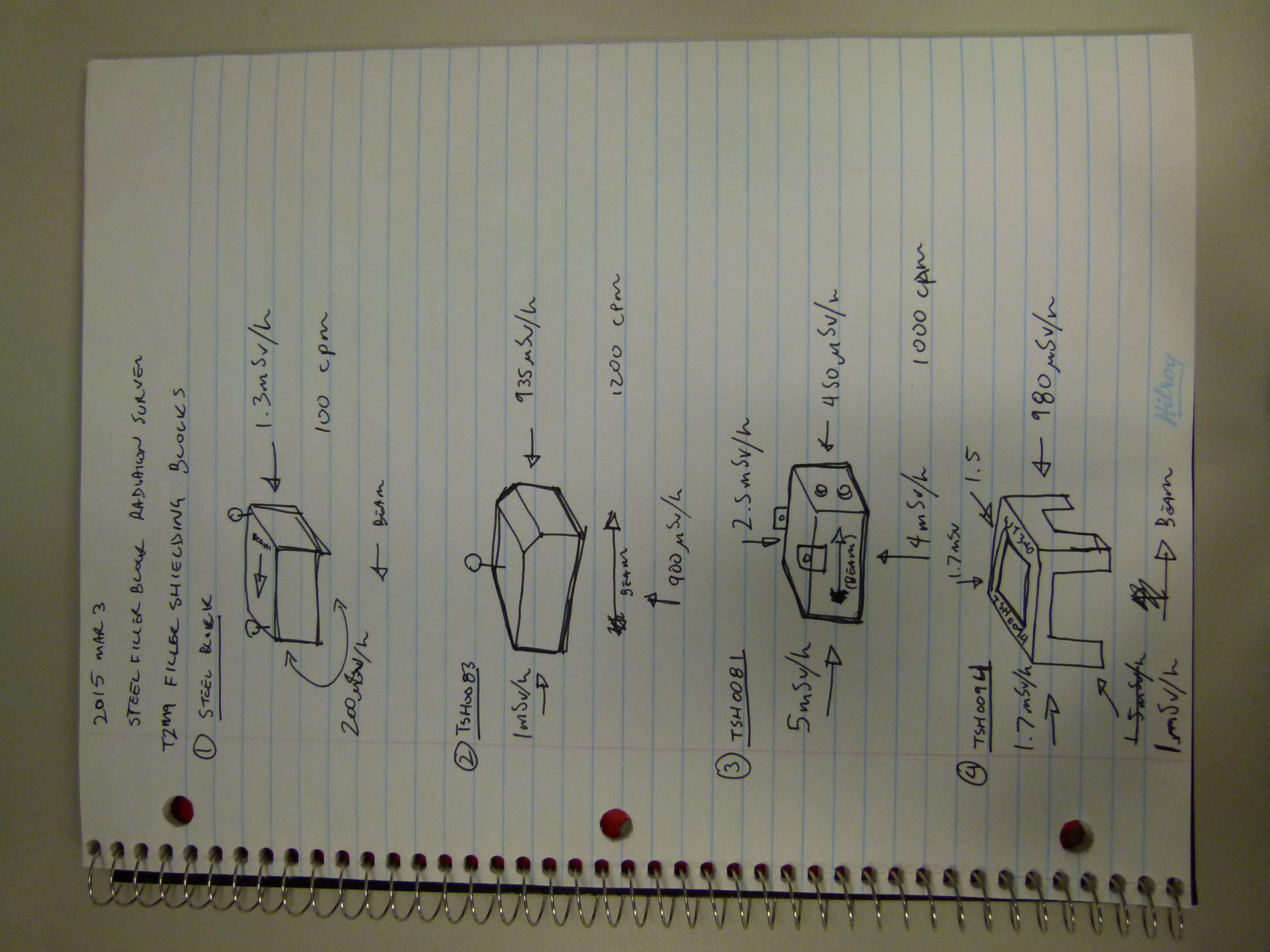
1) Shielding filler blocks removed from M9Q1Q2 hole. Highest field was 5mSv/h coming from TSH0081 on the end facing the monolith. Blocks and frame had 1000-1200 CPM of contamination.
2) Filler blocks were placed in bunker formed by 18' shielding blocks. An additional 18' block was placed over the bunker to shield the south mezzanine from the field coming from the filler blocks. Bridge setup around M9T2 hole reconfigured slightly for fall protection purposes.
3) Blanking plate nuts on T2M9 exit port were tightened by 1/2 turn at 16:00 (first West side then east, by 1/4 increments. eg 1/4 + 1/4 West, 1/4 + 1/4 East). No immediate effect on vacuum observed.
Attached is survey of steel filler shielding blocks. Contamination on the support frame is unknown, either 0 contamination or not recorded.
|
|
78
|
Tuesday, April 07, 2015, 16:09 |
Keith C Ng | M9 | Development | m9 t2 alignment job |
work to prepare for installation of alignment jigs on T2M9 and M9B1 continues:
1) Vented T2 volume and removed M9 blanking plate. Volume was not fully vented so plate was stuck and had to be pried off slightly. Around 2 turns of the nuts were required to undo the spring eyes, this is likely less than the total number of turns that were used to tighten the assembly since the indium knife embeds itself in the indium. Blank off is currently bagged in the hot block bunker.
2) Visual inspection of indium impression: 3 knife steps seen all around, east and west sides have indium that look like they have made contact with the bottom of the counter bore. Top and bottom have show distinct "oozing out", but not flattened.
3) Blank off plate fields: 3.9mSv/h on contact, 200µSv/h @ 1/2m. contamination on indium area: 5500 cpm on 44-2, 22000 cpm on rm14; contamination on central aluminum only area: 1300 cpm on 44-2, 1000 cpm on rm14. |
|
79
|
Wednesday, April 08, 2015, 14:18 |
Keith C Ng | M9 | Development | m9 t2 alignment job |
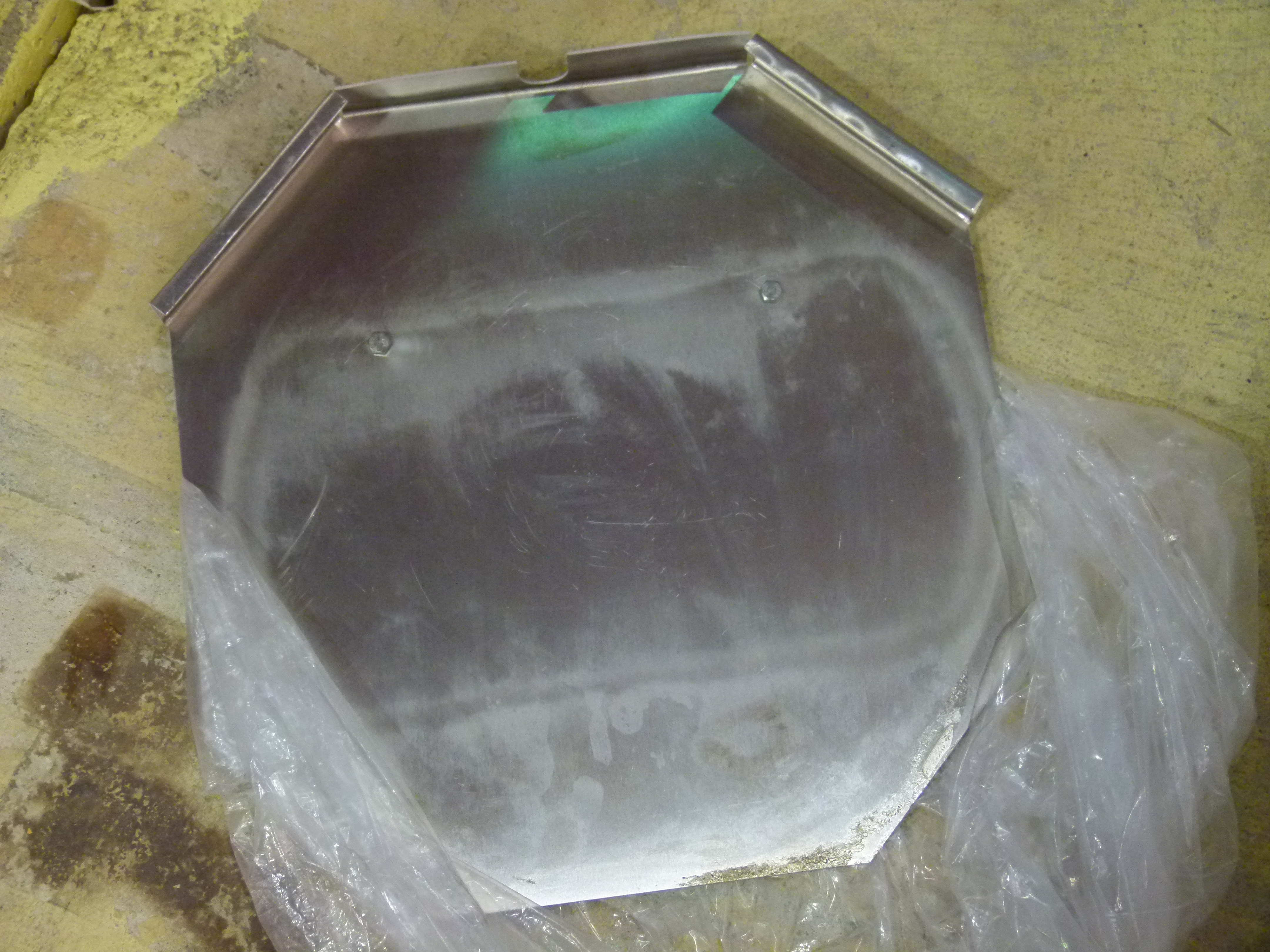
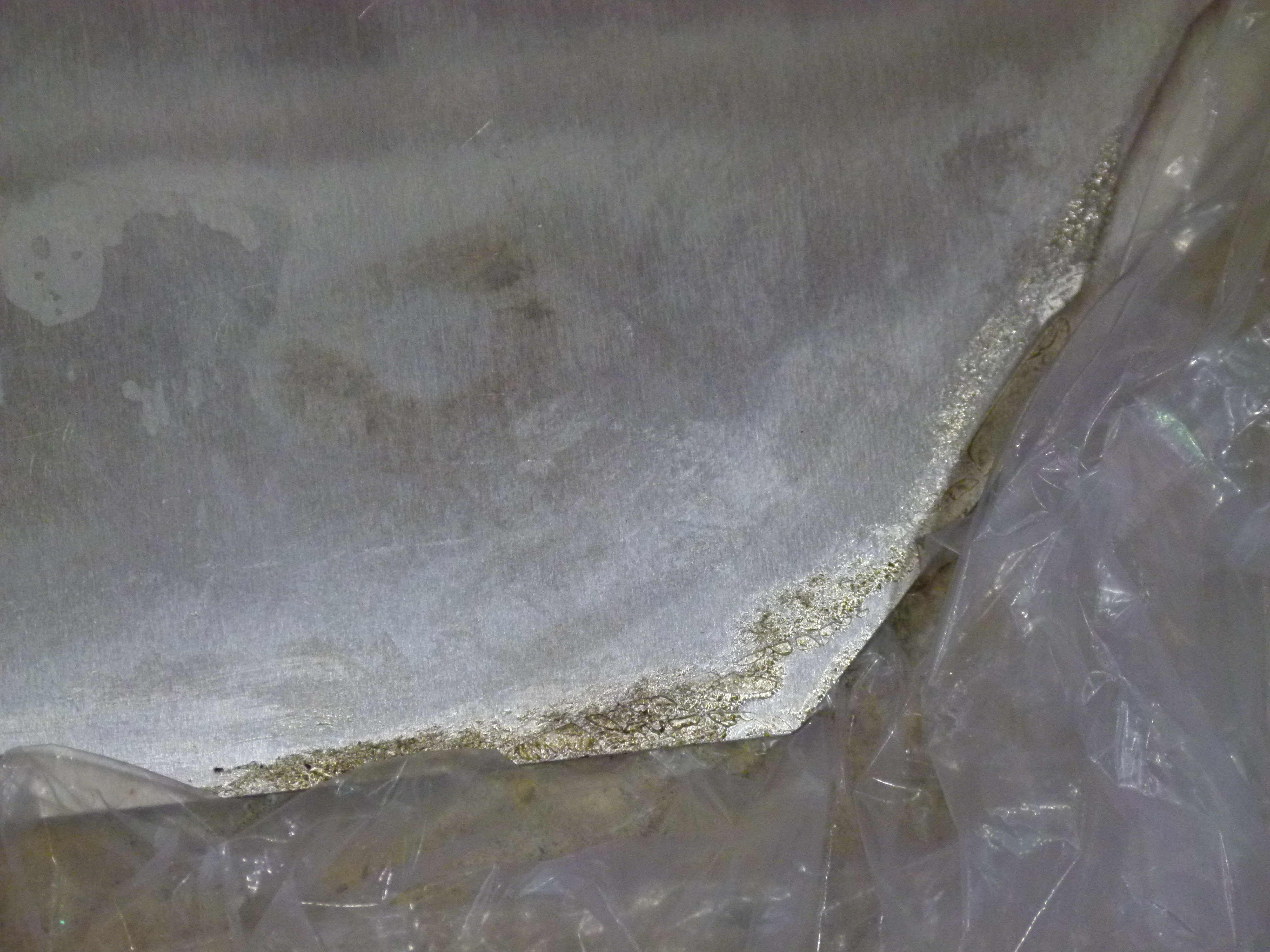
1) Visual inspection of T2 M9 flange: no obvious indium deposits on T2 flange knife edge seen, left over indium from before 2013 is still present on counter bore. See screen captures. Screen captures show state of flange after removing blanking plate, no cleaning was performed after removal.
   
   
2) Rlanking plate with rubber seal installed on T2M9 exit port at noon. T2 volume pumping started around 13:00.
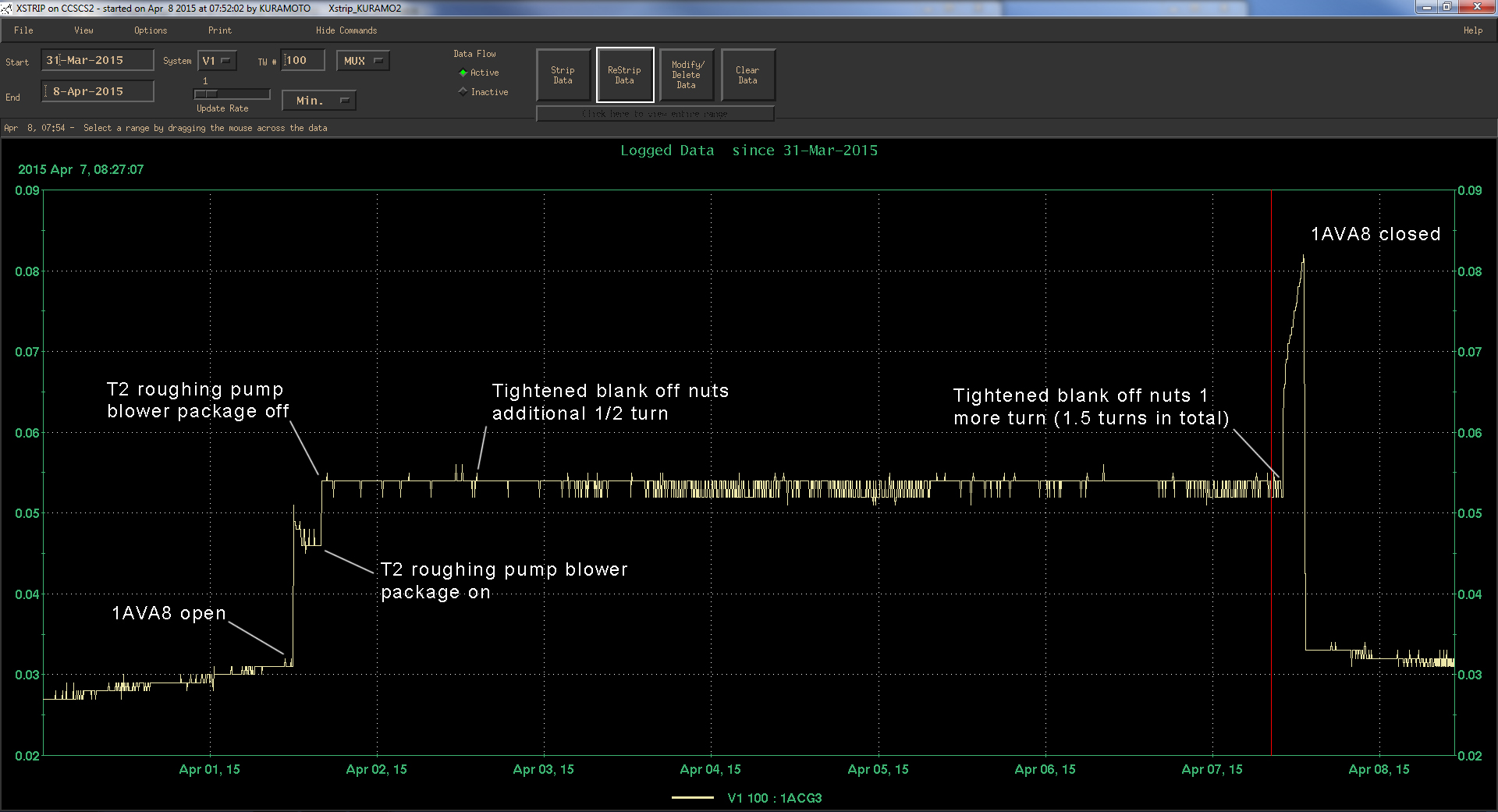
2) Plot of pressure over a week period of 1ACG3, units in Torr:
|
| Attachment 6: vlcsnap-00003.jpg
|

|
| Attachment 7: vlcsnap-00006.jpg
|

|
| Attachment 8: vlcsnap-00005.jpg
|

|
|
80
|
Thursday, April 09, 2015, 17:20 |
Keith C Ng | M9 | Development | m9 t2 alignment job |
1) Vented T2 and removed rubber seal blanking plate, vacuum level appeared to be at normal operating ranges prior to the indium seal developing a small leak.
2) Removed B1 dust cover, cover was stuck to B1 flange due to oil residue. Oil residue is believed to be from a vacuum pump being turned on in the disconnected section of M9B line. Residue was seen on the bottom half of the B1 to Q2 flange, it was cleaned off using a cotton glove and acetone attached to a 20ft pole. Attempting to clean with wipealls left lint behind.

3) Mushroom pad jig installed in place, shielding reconfigured and platform plates in place. Target flanges to be installed tomorrow.
  
|
|
81
|
Friday, April 10, 2015, 16:25 |
Keith C Ng | M9 | Development | m9 t2 alignment job |
Continued with installation of target jigs:
1) Craned in equipment for alignment group.
2) Attempted to install target jig over B1 flange;
- Not enough horizontal distance south of B1 flange to install the target flange vertically and into place, jig must be maneuvered in side ways from the east of B1 into position.
- Spring eyes were designed such that after driving the taper pins into place the spring eyes were not being loaded due to a lack of allowing for spring compression. Design is being studied to fix this problem.
- B1 sighting flange was subsequently removed and one spring eye removed from the assembly (taper pins were left partially engaged in the top ear of the T2 M9 @70 Turns up (20 turns down)). Total amount of turns to drive down pins is 90 turns.
3) T2 M9 Q1 8" sighting jig was installed into place successfully
- Threaded pole used to install the 8" jig could not be unscrewed due to the pole tool securing nuts interfering with the pole used to install the pin drive (no clearance for tools). Poles are to be left in situ, screwed into their respective equipment until job is completed.
3) Alignment group sighted the T2Q1 target flange and the mushroom pad jig. They will continue on Monday with the B1 flange should the spring eye problem be addressed by then.
|
|
82
|
Tuesday, April 14, 2015, 08:31 |
Keith C Ng | M9 | Development | m9 t2 alignment job |
Yesterday:
1) Addressed mounting issue with the 15" alignment jig: removed material from the spring eye to make the hole from 1" to 0.75" when bottomed out. This would cause the spring eye and mounting eyelets on B1 to have 0.226" of starting overlap, vs the original 0.024" negative overlap previously seen.
2) M9B1 15" pin drive was removed along with the securing bolt. The bearing block on the pin drive had seized up and could not be rotated. It was decided to remove the screw drive from the pins and drive down the pin assembly in a manner similar to installing the 8" target. Installation of the 15" jig will continue today.
Today:
1) installed 15" and 8" sighting jigs, Beamlines group completed multiple passes for measurements. 15" pin drive was installed without the drive mechanism which was seized, pins were slipped into place (same procedure as 8" rubber seal blanking plate).
2) Reinstalled dust cover on to B1 flange, wiped off vacuum pump (?) oil from inner side of cover with acetone. Also wiped B1 flange with acetone + lint free cloth. The inner surface of the B1 flange and knife edge will need to be cleaned with specialized tooling.
3) 15" pin drive was replaced as follows: Seized screw drive was partially re-threaded into the taper pins, pins were lowered into place into receiving holes and the hook block that locates the pin drive was re-engaged. The pin drive securing bolt was left out. Not that this particular pin drive is not to be used in the future, high field parts were replaced for storage purposes.
|
|
83
|
Thursday, April 16, 2015, 09:17 |
Keith C Ng | M9 | Development | m9 t2 alignment job |
Yesterday (Apr 15):
1) Installed TB22265 on to M9 exit port at 18:48 with no vacuum and left over night. Done per 2013 installation procedure (1.5 turns of the preload nut, after pins are engaged and springs are at free length)
- On this installation, the nuts (TB22264) and tool block (TB22263) were reused from the 2013 blanking plate. The blanking plate (TB22267), spring eyes, springs and washers were new parts. Reused parts were 900 uSv/h on contact and 50 uSv/h @ 1/2m.
- Spring eye, spring eye washers and nuts had fitment issues due to manufacturing errors. No dry fitting of parts was performed before hand. Spring eye used was a new style single piece machined type.
- Selected springs were used in this installation: East spring rate: 4762 lbs/in, West spring rate 4972 lbs/in. See attached spreadsheet for spring rate test details.
2) 2013 TB22265 (previous) blanking plate was discovered to have a stuck spring eye on the East side.
- Spring eye would not rotate or slide freely when moved by hand. Upon removing the spring eye with a mallet, evidence of aluminum galling could be seen.
- Pin diameters measured were .499, diameters on drawing were .497 -.002/+.0. Specified hole diameter on blanking plate is .500 +.001/-.0. These spring eyes were of the 2pc welded type.
- Despite larger than drawing size, west spring eye could still slide freely. On east spring eye near the welded area filing marks could be seen near the galling. This area measured .4995 at one point.

- Suspect this manufacturing defect (a lump) caused the spring eye to bind and cause the indium knife to stop advancing.
Today (Apr 16):
1) Leak checked blank off after leaving clamped over night. Vacuum pumping started at 9:00, leak check began at 11:00. Appears to be leak tight. (leak check results attached)
- Spring eye gaps appear to be the same as the previous day.
 
2) Began tear down of bridge and shielding setup.
- Surveyed the following radioactive items for storage in RH lead flask:
- M9 B1 pin drive hold down bolt; 800 uSv/h on contact, 50uSv/h @ 0.5 m. no removable contamination.
- TB22265 2013 blank off; 3900 uSv/h on contact, 200 uSv/h @ 0.5 m. 3000 cpm, on gamma detector (44-2) and 1600 cpm contamination on RM-14. |
| Attachment 1: 2015apr15_springratetest.xlsx
|
| Attachment 6: img-416130259-0001.pdf
|

|