 Friday, April 10, 2015, 16:25, Keith C Ng, M9, Development, m9 t2 alignment job Friday, April 10, 2015, 16:25, Keith C Ng, M9, Development, m9 t2 alignment job
|
Continued with installation of target jigs:
1) Craned in equipment for alignment group.
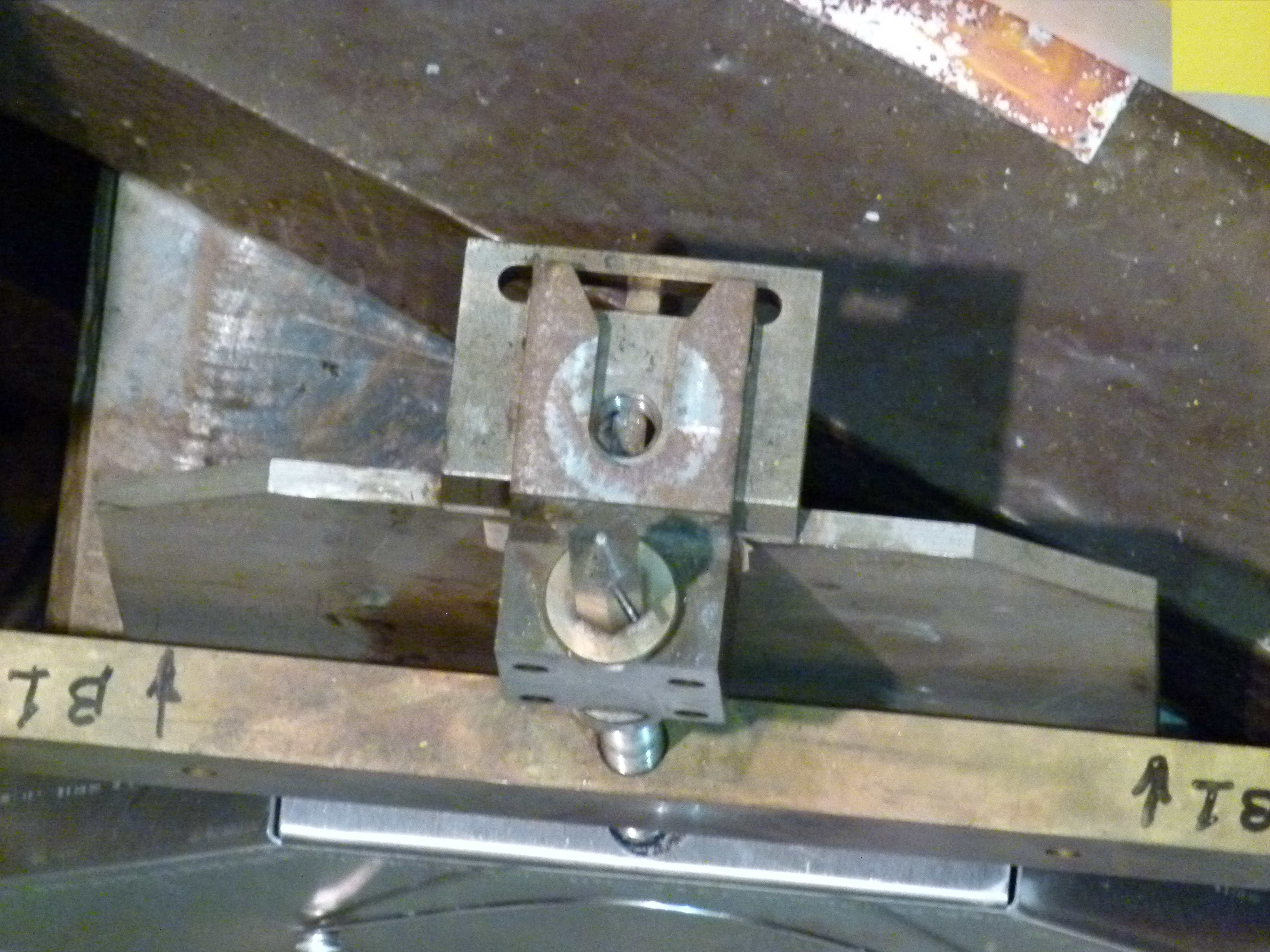
2) Attempted to install target jig over B1 flange;
- Not enough horizontal distance south of B1 flange to install the target flange vertically and into place, jig must be maneuvered in side ways from the east of B1 into position.
- Spring eyes were designed such that after driving the taper pins into place the spring eyes were not being loaded due to a lack of allowing for spring compression. Design is being studied to fix this problem.
- B1 sighting flange was subsequently removed and one spring eye removed from the assembly (taper pins were left partially engaged in the top ear of the T2 M9 @70 Turns up (20 turns down)). Total amount of turns to drive down pins is 90 turns.
3) T2 M9 Q1 8" sighting jig was installed into place successfully
- Threaded pole used to install the 8" jig could not be unscrewed due to the pole tool securing nuts interfering with the pole used to install the pin drive (no clearance for tools). Poles are to be left in situ, screwed into their respective equipment until job is completed.
3) Alignment group sighted the T2Q1 target flange and the mushroom pad jig. They will continue on Monday with the B1 flange should the spring eye problem be addressed by then.
|
Tuesday, April 14, 2015, 08:31, Keith C Ng, M9, Development, m9 t2 alignment job 
|
Yesterday:
1) Addressed mounting issue with the 15" alignment jig: removed material from the spring eye to make the hole from 1" to 0.75" when bottomed out. This would cause the spring eye and mounting eyelets on B1 to have 0.226" of starting overlap, vs the original 0.024" negative overlap previously seen.
2) M9B1 15" pin drive was removed along with the securing bolt. The bearing block on the pin drive had seized up and could not be rotated. It was decided to remove the screw drive from the pins and drive down the pin assembly in a manner similar to installing the 8" target. Installation of the 15" jig will continue today.
Today:
1) installed 15" and 8" sighting jigs, Beamlines group completed multiple passes for measurements. 15" pin drive was installed without the drive mechanism which was seized, pins were slipped into place (same procedure as 8" rubber seal blanking plate).
2) Reinstalled dust cover on to B1 flange, wiped off vacuum pump (?) oil from inner side of cover with acetone. Also wiped B1 flange with acetone + lint free cloth. The inner surface of the B1 flange and knife edge will need to be cleaned with specialized tooling.
3) 15" pin drive was replaced as follows: Seized screw drive was partially re-threaded into the taper pins, pins were lowered into place into receiving holes and the hook block that locates the pin drive was re-engaged. The pin drive securing bolt was left out. Not that this particular pin drive is not to be used in the future, high field parts were replaced for storage purposes.
|
|
Thursday, April 16, 2015, 09:17, Keith C Ng, M9, Development, m9 t2 alignment job 9x
|
Yesterday (Apr 15):
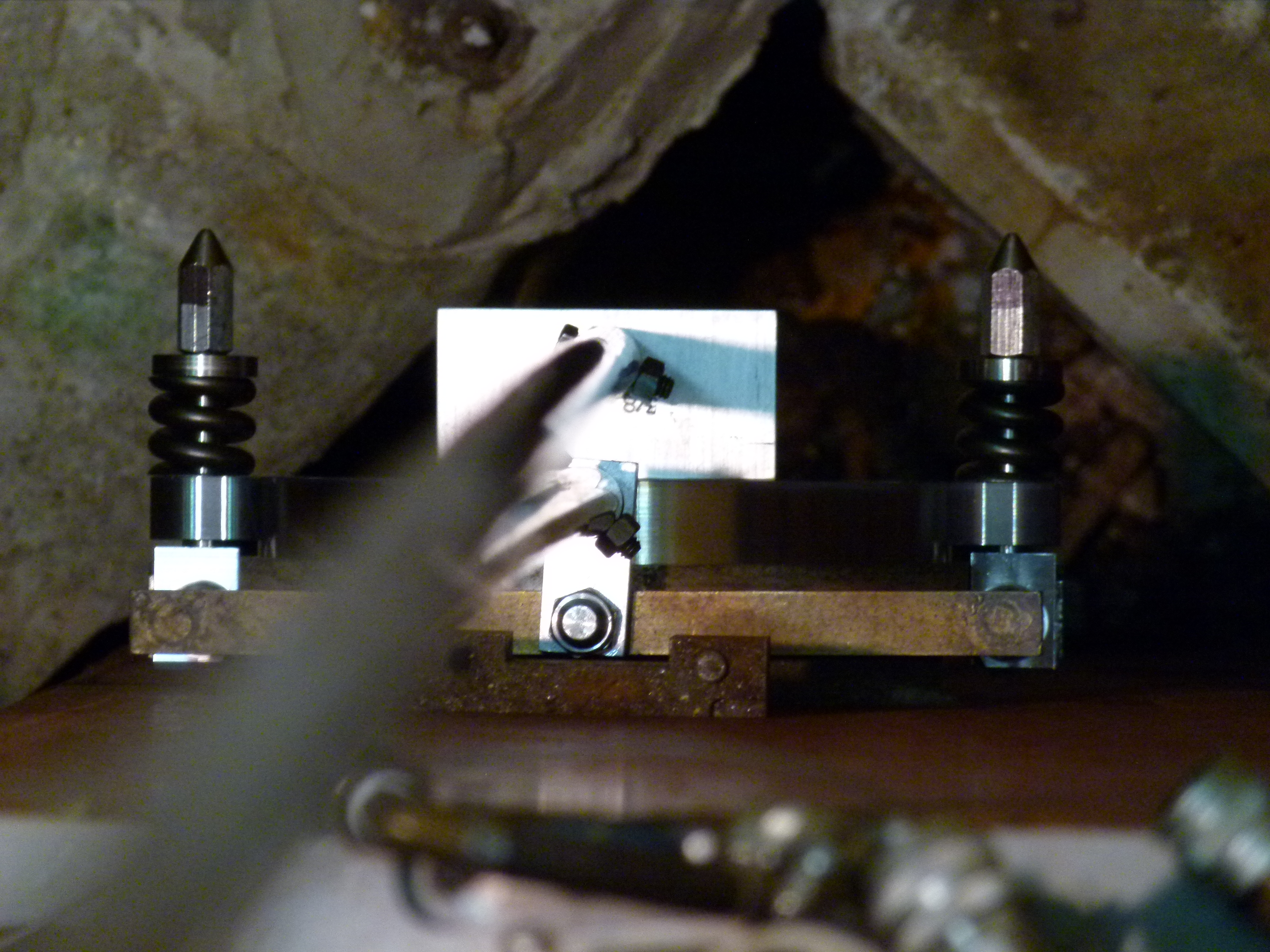
1) Installed TB22265 on to M9 exit port at 18:48 with no vacuum and left over night. Done per 2013 installation procedure (1.5 turns of the preload nut, after pins are engaged and springs are at free length)
- On this installation, the nuts (TB22264) and tool block (TB22263) were reused from the 2013 blanking plate. The blanking plate (TB22267), spring eyes, springs and washers were new parts. Reused parts were 900 uSv/h on contact and 50 uSv/h @ 1/2m.
- Spring eye, spring eye washers and nuts had fitment issues due to manufacturing errors. No dry fitting of parts was performed before hand. Spring eye used was a new style single piece machined type.
- Selected springs were used in this installation: East spring rate: 4762 lbs/in, West spring rate 4972 lbs/in. See attached spreadsheet for spring rate test details.
2) 2013 TB22265 (previous) blanking plate was discovered to have a stuck spring eye on the East side.
- Spring eye would not rotate or slide freely when moved by hand. Upon removing the spring eye with a mallet, evidence of aluminum galling could be seen.
- Pin diameters measured were .499, diameters on drawing were .497 -.002/+.0. Specified hole diameter on blanking plate is .500 +.001/-.0. These spring eyes were of the 2pc welded type.
- Despite larger than drawing size, west spring eye could still slide freely. On east spring eye near the welded area filing marks could be seen near the galling. This area measured .4995 at one point.

- Suspect this manufacturing defect (a lump) caused the spring eye to bind and cause the indium knife to stop advancing.
Today (Apr 16):
1) Leak checked blank off after leaving clamped over night. Vacuum pumping started at 9:00, leak check began at 11:00. Appears to be leak tight. (leak check results attached)
- Spring eye gaps appear to be the same as the previous day.
 
2) Began tear down of bridge and shielding setup.
- Surveyed the following radioactive items for storage in RH lead flask:
- M9 B1 pin drive hold down bolt; 800 uSv/h on contact, 50uSv/h @ 0.5 m. no removable contamination.
- TB22265 2013 blank off; 3900 uSv/h on contact, 200 uSv/h @ 0.5 m. 3000 cpm, on gamma detector (44-2) and 1600 cpm contamination on RM-14. |
|
Friday, April 17, 2015, 15:11, Keith C Ng, M9, Development, m9 t2 alignment job 6x
|
Today: Restored filler shielding in T2 M9 Q1Q2 hole.
- Blocks marked with beam direction on this installation. Active faces point toward target monument.
  
- Checked spring eye spacing after installation under vacuum overnight, appears to be equal on both sides. 1/16" spacing.
  
- Remote handling equipment has been removed from work area and restoration of shelding around T2 has begun as of 15:00. |
|
Thursday, March 15, 2018, 15:48, Keith C Ng, M9, Maintenance, m9 t2 alignment job
|
Blank off removed this morning, video recorded the T2 flange,B1 flange and B1 vacuum box interior. Blank off is 150 uSv/h @ .5m, 3 mSv/h on contact at the spring eye ears. Not swiped yet, not tagged. Currently tucked between an 18' shield block and the ME27 block.
Waiting for beam lines to install the target spheres on the target jigs, expecting to install them tomorrow. |
|
Monday, February 24, 2020, 15:13, Keith C Ng, M9, Repair, m9 q1q2 repair laser tracker shoot
|
Beamlines shot the position of the M9 T2 port and B1 flange for setting the M9 test stand flanges today. We removed the target jigs after this was done. |
|
Tuesday, March 13, 2018, 15:36, Keith C Ng, M9, Standard Operation, m9 alignment work
|
Set up shielding canyon for M9 laser tracker job.

Fill shielding blocks are not removed yet, to be done tomorrow.
|
|
Tuesday, February 14, 2012, 16:29, Keith C Ng, M20, Repair, m20 q1 q2 repair
|
Warm cell reconfigured for water leak repair at coil termination. Radiation surveys done. M20 Q1 ready for removal of insulators.
Attached photo of warm cell as of Tuesday morning. |
|
Thursday, February 16, 2012, 08:08, Keith C Ng, M20, Repair, m20 q1 q2 repair
|
Insulators # 6,7,8 removed from Q1 headers late afternoon by C Ballard. Ready for removal and re-brazing of #7 joint some time today. |
|
Thursday, February 16, 2012, 16:22, Keith C Ng, M20, Repair, m20 q1 q2 repair
|
Old #7 coil fitting removed, replaced and re-brazed today by M Good. Insulators ready to go back on to magnet coils to be pressure checked.
Image P1020013.JPG shows #7 coil fitting before removal. Heat shielding in the form of small aluminum sheets were installed to protect the magnet and electrical wiring.
Image P1020028.JPG shows new #7 fitting with all tools removed from area. |
|
Friday, February 17, 2012, 15:35, Keith C Ng, M20, Repair, m20 q1 q2 repair
|
Reinstalled ceramic insulators #6 7 8 to Q1 magnet by C Ballard. #6 and 8 went on with no issues. The copper tubing on insulator #7 had to be bent to match the new position of the re-brazed #7 fitting. This may have been due to the removal of the inner and outer conductors (the two copper plates that clamp the two coils together) during yesterdays repair which shifted the position of the coil. See photos. |
|
Tuesday, September 24, 2019, 14:37, Keith C Ng, Primary Beamlines, Standard Operation, lead pig radiation survey
|
Surveyed contents of storage flask located at TNF. The lid was lifted off roughly 12" up and a pole monitor was swept over the opening. The fields of the combined items in the flask were 9.84 mSv/h at 12-24". Extrapolated, the field is approximately 3.7 mSv/h at 1/2 m.
The flask contains an indium blank off plate, ISAC beam window and some miscellaneous used water fittings. The ISAC window is probably the largest contributor to the field.
A list of the contents and the dates the were placed into the flask are attached to the top of the flask lid. |
|
Wednesday, March 08, 2017, 16:05, Keith C Ng, Primary Beamlines, Repair, collimator joint repair
|
Started uncovering the area above the T2 to Q13 joint:
|
|
Thursday, March 16, 2017, 15:50, Keith C Ng, Primary Beamlines, Repair, collimator b transition to t2
|
On Monday found leaking joint was the ring directly downstream of T2. Vacuum group has been spraying Vacseal (http://www.vacseal.net/Pages/default.aspx) sealant over the last 3 days attempting to get it in between the flanges and have partial vacuum to draw in the fluid. Seven sprays have been completed as of March 16th.
Tomorrow, 2 more applications will be made and then Vacuum group will pump the T2 volume over the weekend. |
|
Thursday, June 30, 2011, 16:58, John Wong, Primary Beamlines, Repair, blah blah blah
|
dfdfdfdfdf |
|
Thursday, October 24, 2019, 14:41, Keith C Ng, Primary Beamlines, Maintenance, annotated drawing of 1A Q15 cooling headers
|
Annotated drawing of TBP0425D attempting to capture the repairs of 1A Q15 triplet magnet ceramic insulator/coils over the years.
Note that the file contains embedded comments visible only if opening the file in adobe acrobat reader. |
|
Thursday, March 19, 2020, 15:42, Keith C Ng, Primary Beamlines, Development, Vault beamline beam position monitor
|
The Beam Position Monitor between 1VB1 and 1VM3 has been installed. The indium joints are leak tight, however the V flanges are leaking slightly. The leak is small enough to still be able to run beam.
The Pin drive at the BPM and 1VB1 joint was replaced with a new one. The pin drive that was originally there had a bent screw drive so it was retired. The clamping collars at both joints were reused. |
|
Thursday, February 18, 2016, 16:34, Keith C Ng, Primary Beamlines, Development, Vault beam line 4V disassembly
|
Disconnected all 4V beamline joints. Parts for indium joints removed except for the Q1 to downstream monitor box and monitor upstream to Q2 due to access issues (no space for ingress). Removed pin drive and collars currently piled on top of the beam line stands near the concrete shielding block on the north side of the vault. These need to be sorted for storage as waste or spares. Indium ring carriers were all bagged and left in the area waiting for a storage location. |
|
Tuesday, February 03, 2015, 16:35, Keith C Ng, Primary Beamlines, Development, UCN T1 shutdown work
|
RH bridge has been set up over T1 to Q1Q2 area, see images for radiation survey of work area. Joint is still intact, work will commence tomorrow.
3363.jpeg?lb=RH-Beamlines&thumb=1) 33632.jpeg?lb=RH-Beamlines&thumb=1)
|
|
Wednesday, February 04, 2015, 16:12, Keith C Ng, Primary Beamlines, Development, UCN T1 shutdown work
|
UCN T1 work continues:
- Retracted Q1 T1 pindrive, took 34.5 turns. Pins left bolted to T1 monument.
- Freed Q1 to T1 indium joint ring. Tried to collapse Q1Q2 vacuum box with pneumatic system and it did not work. Air cylinder appears to leak through the piston ie. connect air line to one port, air is heard coming through the other port with no motion.
Indium sealing ring currently left loose between T1 and T1 flanges while a method is found to collapse the vacuum box. |
|