 Wednesday, June 14, 2017, 15:51, Laura Lambert, SiC, 40282-4, TARGET BOAT, In progress, Sintering SiC pellets Wednesday, June 14, 2017, 15:51, Laura Lambert, SiC, 40282-4, TARGET BOAT, In progress, Sintering SiC pellets
|
Wednesday, June 14, 2017, 15:49
Pellets previously made by Marla and weighed.
Pellets are placed inside a small graphite sample tube.
Graphite sample tube loaded with pellets is loaded into a previously TaC coated boat.
Boat is wrapped with 3x Ta heat shields.
Loaded into evap2.
Chamber currently pumping down.
Thursday, June 15, 2017, 11:24
HS water valves were opened this morning, no leaks detected.
Tapped up manually to 50A, 0.44V
Vacuum currently rising starting to settle.
IGP1 = 1.51e-6 Torr.
One vacuum stabilizes will initiate auto ramp at a rate of 1.0 A/min up to a final set point of 150 A.
Final desired temperature of 1800C.
|
 Friday, June 16, 2017, 10:42, Marla Cervantes, SiC, 40282-4, TARGET BOAT, Done, Sintering SiC pellets Friday, June 16, 2017, 10:42, Marla Cervantes, SiC, 40282-4, TARGET BOAT, Done, Sintering SiC pellets
|
| Laura Lambert wrote: |
|
Wednesday, June 14, 2017, 15:49
Pellets previously made by Marla and weighed.
Pellets are placed inside a small graphite sample tube.
Graphite sample tube loaded with pellets is loaded into a previously TaC coated boat.
Boat is wrapped with 3x Ta heat shields.
Loaded into evap2.
Chamber currently pumping down.
Thursday, June 15, 2017, 11:24
HS water valves were opened this morning, no leaks detected.
Tapped up manually to 50A, 0.44V
Vacuum currently rising starting to settle.
IGP1 = 1.51e-6 Torr.
One vacuum stabilizes will initiate auto ramp at a rate of 1.0 A/min up to a final set point of 150 A.
Final desired temperature of 1800C.
|
Friday, June 16, 2017, 10:37
IGP1 = 7.91e-7 torr.
TGHT = 167 A, 2.3 V.
Tapped up manually to 350A yesterday, remained there overnight.
IGP1 = 4.55e-7 torr
TGHT=350 A, 5.6 V,
Changed slope to 0.98
Checked temperature readings with mikron to confirm slope
Mikron LS = 1260C, RS=1290C
OMEGA= 1295C
Initiating auto ramp at 1.0A/min to a final set point of 450A.
Final desired temperature of 1600C (no longer need to go to 1800C).
*note: graphite sample tube has graphite endcaps inserted
|
Friday, June 16, 2017, 15:14, Laura Lambert, SiC, 40282-4, TARGET BOAT, Done, Sintering SiC pellets 
|
| Marla Cervantes wrote: |
|
| Laura Lambert wrote: |
|
Wednesday, June 14, 2017, 15:49
Pellets previously made by Marla and weighed.
Pellets are placed inside a small graphite sample tube.
Graphite sample tube loaded with pellets is loaded into a previously TaC coated boat.
Boat is wrapped with 3x Ta heat shields.
Loaded into evap2.
Chamber currently pumping down.
Thursday, June 15, 2017, 11:24
HS water valves were opened this morning, no leaks detected.
Tapped up manually to 50A, 0.44V
Vacuum currently rising starting to settle.
IGP1 = 1.51e-6 Torr.
One vacuum stabilizes will initiate auto ramp at a rate of 1.0 A/min up to a final set point of 150 A.
Final desired temperature of 1800C.
|
Friday, June 16, 2017, 10:37
IGP1 = 7.91e-7 torr.
TGHT = 167 A, 2.3 V.
Tapped up manually to 350A yesterday, remained there overnight.
IGP1 = 4.55e-7 torr
TGHT=350 A, 5.6 V,
Changed slope to 0.98
Checked temperature readings with mikron to confirm slope
Mikron LS = 1260C, RS=1290C
OMEGA= 1295C
Initiating auto ramp at 1.0A/min to a final set point of 450A.
Final desired temperature of 1600C (no longer need to go to 1800C).
*note: graphite sample tube has graphite endcaps inserted
|
Friday, June 16, 2017, 15:10
Tapped up manually to 420A and auto ramp at 1.0A/min to 450A.
IGP1= 7.15e-7 torr
TGHT=450 A, 7.85 V
OMEGA = 1605C
Process completed, initiating auto cool at 1.0A/min
Elog entry by Pauline
Monday, June 19, 2017, 16:18
Vented in air and removed from evap2 this a.m.
Weirdly TGHT had tripped off at 10pm on friday June 16th
TGHT = 58A when it tripped off.
Nothing else tripped.
Power supply was still on.
Water was still running
But, in the epics water control box it showed green boxes for TGHT, HS and CHILLER...but all said trip in yellow next to the boxes...odd...
Also noted, before removing from evap2, noticed both legs were bent and touching heat shield, will look further into this...
|
|
Sunday, July 22, 2012, 20:51, John Wong, NiO, 38481-7, HP-FEBIAD, Done, Sintering NiO#1
|
Sunday, July 22, 2012, 20:30
The NiO target materials were loaded into the container today.
Total discs = 500, (10 discs/pack)
length (after loaded) = 9.0cm
Target container is wrapped with Ta-heat shields, and will be removed after the sintering process.
One regular end cap is inserted (with Ni-foil inserted as a divider). The caps, however, are very loose (tried 2 caps and still loose). Hopefully the thermo diffusion bonding will seal the cap...
The other end is inserted with a D-cap for out-gassing proposes, and will be replaced with the regular end-cap after the process.
(see attachment#1)
Sunday, July 22, 2012, 20:48
The camber has been pumped down and currently IG1=1.3e-6 Torr.
The HS cooling water was turned on and no leaks were detected.
TGHT and TBHT were stepped up to 50A.
Auto-ramping is initiated at 0.2A/min for TGHT max = 250A, TBHT max = 230A.
Thursday, July 26, 2012, 23:31
TGHT and TBHT have reached to 250A (local @ 242A/2.88V) and 230A, respectively, and have stayed for ~4hrs (see attachment#2)
Currently, IGP1 = 4.9e-7 Torr, IGP2 = 3.5e-7 Torr, CG1B = 13mTorr.
Initiating auto-cool down at 2A/min.
Monday, July 30, 2012, 15:11
The chamber was vented and the target was removed.
There was significant condensation oily fluid coated Cu-heatshield lid and around the ionizer opening.
Overall, the target looks very good. The NiO target material was nicely sintered. No shrinkage or loose particles were observed (see attachment #3).
The endcap, however, was not properly fitted and it just fell off, (see attachment #4).
Both ends of the target are currently opened; the expension tool for the endcap is in order and hopefully this will solve the problem.
The target is being stored in the fumehood
|
|
Thursday, August 08, 2013, 15:41, Laura Lambert, NiO, 39530-6, HP-FEBIAD, In progress, Sintering NiO # 2
|
Thursday, August 08, 2013, 15:19
NiO target materials loaded into the container yesterday.
Total discs = 530, (5 discs/pack)
length [after loaded] = 9.0cm
Target container is wrapped with Ta-heat shields, and will be removed after sintering process.
No end caps were inserted.
The chamber has been pumped down and currently IG1 = 3.8x10-06 Torr.
The HS cooling water was turned on and no leaks were detected.
TGHT and TBHT have been stepped up to 50A.
Auto-ramping setting:
0.2A/min for TGHT max = 250A, TBHT max = 230A.
Good vacuum = 3.00e-05 Torr 
Bad vacuum = 4.00e-05 Torr 
**See attachment #1 for pictures of target pre-sintering
|
|
Thursday, August 08, 2013, 17:28, John Wong, NiO, 39530-6, HP-FEBIAD, Done, Sintering NiO # 2
|
| Laura Lambert wrote: |
|
Thursday, August 08, 2013, 15:19
NiO target materials loaded into the container yesterday.
Total discs = 530, (5 discs/pack)
length [after loaded] = 9.0cm
Target container is wrapped with Ta-heat shields, and will be removed after sintering process.
No end caps were inserted.
The chamber has been pumped down and currently IG1 = 3.8x10-06 Torr.
The HS cooling water was turned on and no leaks were detected.
TGHT and TBHT have been stepped up to 50A.
Auto-ramping setting:
0.2A/min for TGHT max = 250A, TBHT max = 230A.
Good vacuum = 3.00e-05 Torr
Bad vacuum = 4.00e-05 Torr
**See attachment #1 for pictures of target pre-sintering
|
Thursday, August 08, 2013, 17:26
Pressure is stabilizing at ~2.2e-5 Torr. TGHT/TBHT at 50A.
Initiated auto-ramping...
Sunday, August 11, 2013, 21:30
TGHT/TBHT have reached to 250A/230A. Target have been heated over the weekend.
Cooling down initiated; 2A/min.
The chamber wil be vented in air tomorrow.
Monday, August 12, 2013, 18:01
The sinterring process is complete.
The target is ready to be removed from the evaporator, and the endcaps will be inserted.
|
|
Wednesday, August 02, 2017, 16:12, Marla Cervantes, , 40282-5, , Done, Sintering La(OH)3/C pellets
|
Monday, July 31, 2017,
Pellets previously pressed by Marla and Pauline.
Pellets are placed inside a small graphite container.
Graphite container loaded with 5 pellets was loaded into Ta-boat previously coated with TaC.
Ta-boat is wrapped with 3 Ta heat shields.
Loaded in evaporator 2.
Tuesday, August 01, 2017,
Chamber pumping down.
Wednesday, August 02, 2017, 16:03
HS water valves were opened, no leaks were detected.
Current was tapped manually to 40 A.
After the stabilization of the vacuum auto ramping was set up to 0.5 A/min.
Up to a final set up point of 300 A.
Final desired temperature ~1700 C.
|
|
Friday, August 04, 2017, 10:52, Laura Lambert, , 40282-5, TARGET BOAT, Problems, Sintering La(OH)3/C pellets
|
| Marla Cervantes wrote: |
|
Monday, July 31, 2017,
Pellets previously pressed by Marla and Pauline.
Pellets are placed inside a small graphite container.
Graphite container loaded with 5 pellets was loaded into Ta-boat previously coated with TaC.
Ta-boat is wrapped with 3 Ta heat shields.
Loaded in evaporator 2.
Tuesday, August 01, 2017,
Chamber pumping down.
Wednesday, August 02, 2017, 16:03
HS water valves were opened, no leaks were detected.
Current was tapped manually to 40 A.
After the stabilization of the vacuum auto ramping was set up to 0.5 A/min.
Up to a final set up point of 300 A.
Final desired temperature ~1700 C.
|
Friday, August 04, 2017, 10:20
evap2 tripped twice yesterday.
1st trip) there was a power bump which caused a trip at ~4:20pm, this can be seen in the striptool image attached.
-TGHT spiked to zero, but immediately went back to the ~420A it was sitting at at the time.
-This did not initiate a full trip of everything, but a visual spike in the system can be seen
-Oddly this was not picked up in archives - happened so fast and must have been in the small time frame it was not picking up information
-Did TGHT actually drop to zero followed by then applying an immediate 420A?
-Or did it simple not register a reading due to power bump?
2nd trip) IGP1 stopped communicating at ~5:45pm, this can be seen in both the archives, striptool and evap2 control screenshot images attached
-IGP1 was fine, vacuum was good
-Registering good vacuum in epics - can see in screen shot vacuum was still good but IGP1 turned yellow as if turned off
-This resulted in TP followed by BV tripping off due to no longer getting a vacuum reading making the TP think there was a bad vacuum.
-Possible miscommunication with PLC?
-This is the same scenario that happened on mon - see elog i.d. 381
Will follow up when more information acquired...
|
|
Friday, August 04, 2017, 14:09, Laura Lambert, , 40282-5, TARGET BOAT, Done, Sintering La(OH)3/C pellets
|
| Laura Lambert wrote: |
|
| Marla Cervantes wrote: |
|
Monday, July 31, 2017,
Pellets previously pressed by Marla and Pauline.
Pellets are placed inside a small graphite container.
Graphite container loaded with 5 pellets was loaded into Ta-boat previously coated with TaC.
Ta-boat is wrapped with 3 Ta heat shields.
Loaded in evaporator 2.
Tuesday, August 01, 2017,
Chamber pumping down.
Wednesday, August 02, 2017, 16:03
HS water valves were opened, no leaks were detected.
Current was tapped manually to 40 A.
After the stabilization of the vacuum auto ramping was set up to 0.5 A/min.
Up to a final set up point of 300 A.
Final desired temperature ~1700 C.
|
Friday, August 04, 2017, 10:20
evap2 tripped twice yesterday.
1st trip) there was a power bump which caused a trip at ~4:20pm, this can be seen in the striptool image attached.
-TGHT spiked to zero, but immediately went back to the ~420A it was sitting at at the time.
-This did not initiate a full trip of everything, but a visual spike in the system can be seen
-Oddly this was not picked up in archives - happened so fast and must have been in the small time frame it was not picking up information
-Did TGHT actually drop to zero followed by then applying an immediate 420A?
-Or did it simple not register a reading due to power bump?
2nd trip) IGP1 stopped communicating at ~5:45pm, this can be seen in both the archives, striptool and evap2 control screenshot images attached
-IGP1 was fine, vacuum was good
-Registering good vacuum in epics - can see in screen shot vacuum was still good but IGP1 turned yellow as if turned off
-This resulted in TP followed by BV tripping off due to no longer getting a vacuum reading making the TP think there was a bad vacuum.
-Possible miscommunication with PLC?
-This is the same scenario that happened on mon - see elog i.d. 381
Will follow up when more information acquired...
|
Friday, August 04, 2017, 14:05
Vented in air and transferred to glove box today.
Container did not break.
Some wires in PLC were not creating a good contact - could be problem re: IGP1 tripping off.
Wires replaced by Gelo.
Put back under vacuum with nothing loaded over weekend to see how things run...
|
|
Wednesday, July 19, 2017, 13:55, Marla Cervantes, , 40282-5, TARGET BOAT, Done, Sintering La(OH)3/C discs
|
Wednesday, July 19, 2017, 13:44
Discs previously casted by Marla and Pauline and weighed.
Discs are placed inside a small graphite container.
Graphite container with discs loaded with 30 discs was loaded into Ta-boat previously coated with TaC.
Ta-boat is wrapped with 3 Ta heat shields.
Loaded in evaporator 2.
Chamber currently pumping down.
Thursday, July 20, 2017, 16:07
HS water valves were opened in the morning, no leaks were detected.
Perform water test to confirm paddle wheels are working well.
Current was tapped manually to 40 A.
Read out on meter confirmed paddle wheels are registering
Tap back down to 20 A, tripped off system on purpose by closing HS water valves.
TGHT tripped off as expected.
Water flow test was good, initiating ramp up of samples.
Taped manually to 40 A.
After the stabilization of the vacuum auto ramping was set up to 0.2 A/min.
Up to a final set up point of 250 A.
Final desired temperature ~1800 C.
Friday, July 21, 2017, 10:20
Final set up from July 20 was reached.
Current reading: 244.6 A.
Voltage reading: 3.82 V.
Temperature reached: 1105 C.
Final set up was change to 1500 A.
The temperature reached at 6 pm was 1936 C so the current was decreased to 488 A.
The final temperature after 30 min was 1800 C.
The set up stayed the same for the weekend.
Monday, July 24, 2017, 13:06
Temperature reading in the morning was 1856 C.
TGHT: 487.87 A, 9.07 V
TGHT power supply:
IGP1: 3.75e-7 Torr
IGP2: 3.51e-7 Torr
Started to ramp down at 1 A/min rate.
Initiating auto cooling at 1.0A/min for TGHT.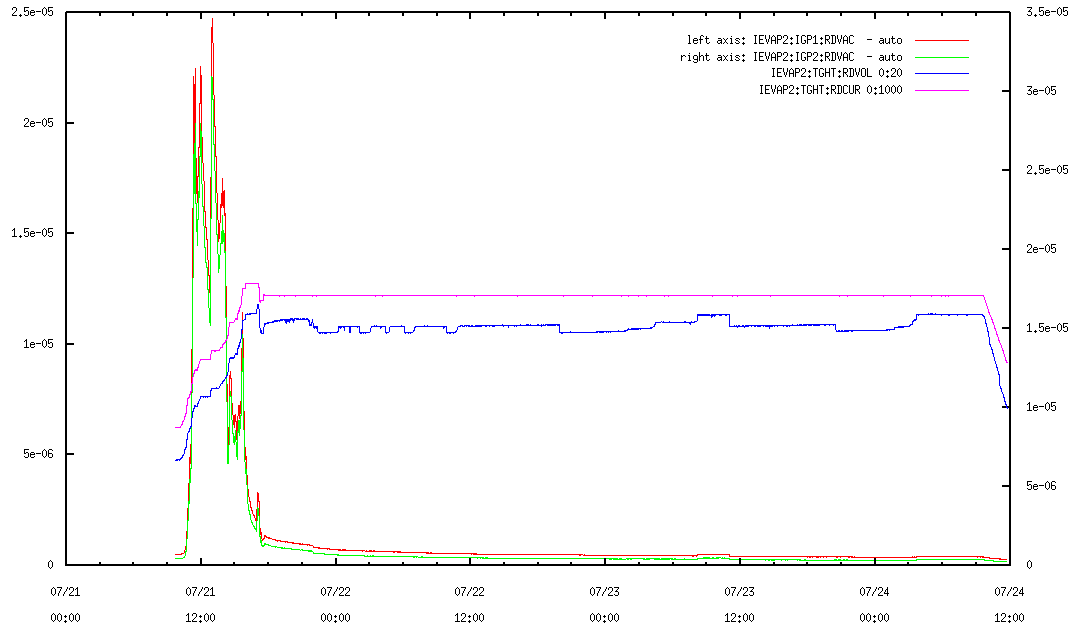
Tuesday, July 25, 2017, 09:27
LaC2/C discs were taken off of evap2.
LaC2/C discs were brought in to glove box.

|
|
Tuesday, May 07, 2013, 16:53, Nikita Bernier, BeO, , , Done, Sintering BeO pellets #6
|
Tuesday, May 07, 2013, 16:48
5 BeO pellets were made. Each weights about 1.3 g (including org mass).
A piece of Re foil (0.002" thick) is used as the under layer to protect the reaction between Be(g) and the Ta-boat. (see Pictures)
Another layer of Ta-foil is used as the heat-shield to wrap around the Ta-boat.
The chamber was pumped down.
TGHT will be ramped up to 600 A (~1360°C) at 0.2 A/min. The vacuum limit parameter was set for good vacuum at < 3.0e-5 Torr and bad vacuum at > 4.0e0-5 Torr.
The pressure, voltage and current will be closely monitored.
If the Ta-boat survives, the TGHT will continue to ramp up to max 800 A (~1580°C).
|
|
Monday, May 13, 2013, 12:53, Nikita Bernier, BeO, , , Done, Sintering BeO pellets #6
|
| Nikita Bernier wrote: |
|
Tuesday, May 07, 2013, 16:48
5 BeO pellets were made. Each weights about 1.3 g (including org mass).
A piece of Re foil (0.002" thick) is used as the under layer to protect the reaction between Be(g) and the Ta-boat. (see Attachments)
Another layer of Ta-foil is used as the heat-shield to wrap around the Ta-boat.
The chamber was pumped down.
TGHT will be ramped up to 600 A (~1360°C) at 0.2 A/min. The vacuum limit parameter was set for good vacuum at < 3.0e-5 Torr and bad vacuum at > 4.0e0-5 Torr.
The pressure, voltage and current will be closely monitored.
If the Ta-boat survives, the TGHT will continue to ramp up to max 800 A (~1580°C).
|
Monday, May 13, 2013, 12:48
TGHT has been at 600 A for about 13 hours with stable very low vacuum (10^-7). See Attachment #1.
Temperature measurement has been lost on Saturday. Last measurement was was above 1350�C, at around 480 A.
TGHT was ramped down at 1 A/min.
The chamber will be vented later today. The pellets and the thermocouples will be inspected.
|
|
Monday, May 13, 2013, 17:17, Nikita Bernier, BeO, , , Done, Sintering BeO pellets #6
|
| Nikita Bernier wrote: |
|
| Nikita Bernier wrote: |
|
Tuesday, May 07, 2013, 16:48
5 BeO pellets were made. Each weights about 1.3 g (including org mass).
A piece of Re foil (0.002" thick) is used as the under layer to protect the reaction between Be(g) and the Ta-boat. (see Attachments)
Another layer of Ta-foil is used as the heat-shield to wrap around the Ta-boat.
The chamber was pumped down.
TGHT will be ramped up to 600 A (~1360°C) at 0.2 A/min. The vacuum limit parameter was set for good vacuum at < 3.0e-5 Torr and bad vacuum at > 4.0e0-5 Torr.
The pressure, voltage and current will be closely monitored.
If the Ta-boat survives, the TGHT will continue to ramp up to max 800 A (~1580°C).
|
Monday, May 13, 2013, 12:48
TGHT has been at 600 A for about 13 hours with stable very low vacuum (10^-7). See Attachment #1.
Temperature measurement has been lost on Saturday. Last measurement was was above 1350�C, at around 480 A.
TGHT was ramped down at 1 A/min.
The chamber will be vented later today. The pellets and the thermocouples will be inspected.
|
Monday, May 13, 2013, 17:21
The following table shows the characteristics of the pellets after sintering at 600 A for 13 hours.
Sample, Mass (g), Thickness (mm), Density (g/cm3), Diameter (mm)
1 0.8904 4.875 1.364 13.058
2 0.8991 4.744 1.396 13.148
3 0.8846 4.579 1.482 12.884
4 0.9142 4.981 1.254 13.650
5 0.9022 4.978 1.250 13.586
Avg 0.8981 4.831 1.345 13.265
All pellets are rugged and slightly greyish. They will be sintered up to 800 A when the thermocouples get replaced.
|
|
Thursday, April 05, 2012, 16:40, Nikita Bernier, BeO, Target boat #2, , Done, Sintering BeO pellets #3
|
Thursday, April 05, 2012, 16:31
Target boat contains 6 BeO pellets :
Sample, Mass (g), Thickness (mm), Density (g/cm3)
1 1.2842, 5.406, 1.4647
2 1.2619, 5.150, 1.5108
3 1.2886, 5.316, 1.4946
4 1.2858, 5.310, 1.4931
5 1.3382, 5.520, 1.4948
6 1.3916, 5.650, 1.5187
Samples are made of BeO powder with 30% PVB which was treated at 400 RPM for 26 minutes. A ratio of 1:0.1 of mineral oil was added before another high speed treatment for 10 minutes. The powder was then pressed into pellets.
Pellets are loaded on a target boat coated/sintered with TaC. The target boat is wrapped with a Ta foil that is 0.002 inches thick.
**** Sintering is postponed until the situation with the ventilation in the lab06 is cleared. ****
|
|
Tuesday, May 22, 2012, 16:45, Nikita Bernier, BeO, Target boat #2, , Done, Sintering BeO pellets #3
|
| Nikita Bernier wrote: |
|
Thursday, April 05, 2012, 16:31
Target boat contains 6 BeO pellets :
Sample, Mass (g), Thickness (mm), Density (g/cm3)
1 1.2842, 5.406, 1.4647
2 1.2619, 5.150, 1.5108
3 1.2886, 5.316, 1.4946
4 1.2858, 5.310, 1.4931
5 1.3382, 5.520, 1.4948
6 1.3916, 5.650, 1.5187
Samples are made of BeO powder with 30% PVB which was treated at 400 RPM for 26 minutes. A ratio of 1:0.1 of mineral oil was added before another high speed treatment for 10 minutes. The powder was then pressed into pellets.
Pellets are loaded on a target boat coated/sintered with TaC. The target boat is wrapped with a Ta foil that is 0.002 inches thick.
**** Sintering is postponed until the situation with the ventilation in the lab06 is cleared. ****
|
Tuesday, May 22, 2012, 16:44
Target chamber is currently being pumped down. Leak check will be done tomorrow by turning on the cooling water for the heat shield. |
|
Wednesday, May 23, 2012, 17:45, John Wong, BeO, Target boat #2, , Done, Sintering BeO pellets #3
|
| Nikita Bernier wrote: |
|
| Nikita Bernier wrote: |
|
Thursday, April 05, 2012, 16:31
Target boat contains 6 BeO pellets :
Sample, Mass (g), Thickness (mm), Density (g/cm3)
1 1.2842, 5.406, 1.4647
2 1.2619, 5.150, 1.5108
3 1.2886, 5.316, 1.4946
4 1.2858, 5.310, 1.4931
5 1.3382, 5.520, 1.4948
6 1.3916, 5.650, 1.5187
Samples are made of BeO powder with 30% PVB which was treated at 400 RPM for 26 minutes. A ratio of 1:0.1 of mineral oil was added before another high speed treatment for 10 minutes. The powder was then pressed into pellets.
Pellets are loaded on a target boat coated/sintered with TaC. The target boat is wrapped with a Ta foil that is 0.002 inches thick.
**** Sintering is postponed until the situation with the ventilation in the lab06 is cleared. ****
|
Tuesday, May 22, 2012, 16:44
Target chamber is currently being pumped down. Leak check will be done tomorrow by turning on the cooling water for the heat shield.
|
Wednesday, May 23, 2012, 17:38
TGHT was stepped up to about 55A before the auto ramping was initiated. The vacuum limit parameter was set for good vac at <4.0 e-5 Torr and bad vac at >5.0 e0-5 Torr.
The pressure is coming close to the trip limit (8.5 e-5 Torr) (see attachment 1: strip tool over the past 5 hours). Changed the vacuum limit parameter: good vac =3.0e-5 Torr, bad vac= 4.0e-5 Torr.
Saturday, May 26, 2012, 10:44
TGHT is auto ramping up smoothly as the pressure is regulating between 1e-5 to 4 e-5 torr. (See attachment 2, past 21 hr)
Sunday, May 27, 2012, 12:25
There could be a power bump early this morning at 06:30hr, and tripped off the TGHT power supply (see attachment #3). The computer in the cold lab was found to be off expectedly, so the alarm handler running on that computer was also shut off (*Need a UPS on this computer!)
Called the ISAC Ops, and nothing about any power bump around that time was noticed.
Turned on TGHT p/s and set TGHT at 318A, local at 315A/4.58V. TGHT has been running for about 10 mins. Currently vac at 4.2e-7 Torr.
Sunday, May 27, 2012, 12:35
Initiating TGHT auto ramping...
Monday, May 28, 2012, 00:20
TGHT has reached to 600A and will remain at that current for the rest of the night. The target oven temperature will be measured tomorrow.
See attachment#4 for the striptool over the past 10hr.
Monday, May 28, 2012, 10:56
TGHT stayed at 600A for about 12 hours. Pressure gradually came down to 7.6e-7 Torr. (See attachment #5).
At TGHT=600A, The target boat temperature was measured at 1400C (with the pyrometer), and the Ta-heat shield (1-layer) was at 1050C. [Note: These temperature measurements are very closed to the measurements with an empty LP target (with not heat shield), TGHT @ 600A = 1360C].
Monday, May 28, 2012, 11:04
Due to the water leak from the Evap2 chiller, the system has to be shut off for inspection.
TGHT was tapped down to 0A. The target was cooled down for about 20min before the chiller was turned off.
Will continue with the process after the problem is solved...
|
|
Tuesday, May 29, 2012, 15:43, Nikita Bernier, BeO, Target boat #2, , Failed, Sintering BeO pellets #3
|
| John Wong wrote: |
|
| Nikita Bernier wrote: |
|
| Nikita Bernier wrote: |
|
Thursday, April 05, 2012, 16:31
Target boat contains 6 BeO pellets :
Sample, Mass (g), Thickness (mm), Density (g/cm3)
1 1.2842, 5.406, 1.4647
2 1.2619, 5.150, 1.5108
3 1.2886, 5.316, 1.4946
4 1.2858, 5.310, 1.4931
5 1.3382, 5.520, 1.4948
6 1.3916, 5.650, 1.5187
Samples are made of BeO powder with 30% PVB which was treated at 400 RPM for 26 minutes. A ratio of 1:0.1 of mineral oil was added before another high speed treatment for 10 minutes. The powder was then pressed into pellets.
Pellets are loaded on a target boat coated/sintered with TaC. The target boat is wrapped with a Ta foil that is 0.002 inches thick.
**** Sintering is postponed until the situation with the ventilation in the lab06 is cleared. ****
|
Tuesday, May 22, 2012, 16:44
Target chamber is currently being pumped down. Leak check will be done tomorrow by turning on the cooling water for the heat shield.
|
Wednesday, May 23, 2012, 17:38
TGHT was stepped up to about 55A before the auto ramping was initiated. The vacuum limit parameter was set for good vac at <4.0 e-5 Torr and bad vac at >5.0 e0-5 Torr.
The pressure is coming close to the trip limit (8.5 e-5 Torr) (see attachment 1: strip tool over the past 5 hours). Changed the vacuum limit parameter: good vac =3.0e-5 Torr, bad vac= 4.0e-5 Torr.
Saturday, May 26, 2012, 10:44
TGHT is auto ramping up smoothly as the pressure is regulating between 1e-5 to 4 e-5 torr. (See attachment 2, past 21 hr)
Sunday, May 27, 2012, 12:25
There could be a power bump early this morning at 06:30hr, and tripped off the TGHT power supply (see attachment #3). The computer in the cold lab was found to be off expectedly, so the alarm handler running on that computer was also shut off (*Need a UPS on this computer!)
Called the ISAC Ops, and nothing about any power bump around that time was noticed.
Turned on TGHT p/s and set TGHT at 318A, local at 315A/4.58V. TGHT has been running for about 10 mins. Currently vac at 4.2e-7 Torr.
Sunday, May 27, 2012, 12:35
Initiating TGHT auto ramping...
Monday, May 28, 2012, 00:20
TGHT has reached to 600A and will remain at that current for the rest of the night. The target oven temperature will be measured tomorrow.
See attachment#4 for the striptool over the past 10hr.
Monday, May 28, 2012, 10:56
TGHT stayed at 600A for about 12 hours. Pressure gradually came down to 7.6e-7 Torr. (See attachment #5).
At TGHT=600A, The target boat temperature was measured at 1400C (with the pyrometer), and the Ta-heat shield (1-layer) was at 1050C. [Note: These temperature measurements are very closed to the measurements with an empty LP target (with not heat shield), TGHT @ 600A = 1360C].
Monday, May 28, 2012, 11:04
Due to the water leak from the Evap2 chiller, the system has to be shut off for inspection.
TGHT was tapped down to 0A. The target was cooled down for about 20min before the chiller was turned off.
Will continue with the process after the problem is solved...
|
Tuesday, May 29, 2012, 15:30
Evap2 was vented out and the pellets were taken out of the boat and examined.
The six pellets are cracked and have a greyish colour. The cracking is probably caused by the instant cooling and reheating when the system tripped on Sunday morning.
The light grey colour and white spots suggest that the sintering process was not completed and so the shrinkage cannot be determined.
A new batch of BeO pellets will have to be prepared and sintered in order to determine the dimensions of the final die.
|
|
Monday, March 19, 2012, 17:10, Nikita Bernier, BeO, Target boat #1, , Done, Sintering BeO pellets
|
Monday, March 19, 2012, 17:04
Target boat contains 4 BeO pellets with 30% PVB:
Sample, Thickness (mm), Mass (g), Density (g/cm3)
1 4.943, 0.9628, 1.265
2 4.930, 0.9685, 1.276
3 4.758, 0.9607, 1.312
4 4.979, 0.9872, 1.288
Target chamber is currently being pumped down. Leak check will be done tomorrow by turning on the cooling water for the heat shield.
Wednesday, March 21, 2012, 18:30
The Evaporator #2 backing pump (IEVAP2BP1) muffler has been connected to the exhaust system.
The auto-ramp program has been tested today and works well.
Evaporator #2 is now auto-ramping overnight at 1 A/min, up to 500 A, between 5.00e-05 and 6.00e-05 Torr.
ISAC ops have been informed of the process and they will include it in their walkaround. |
|
Tuesday, March 20, 2012, 14:39, John Wong, BeO, Target boat #1, , Done, Sintering BeO pellets
|
| Nikita Bernier wrote: |
|
Monday, March 19, 2012, 17:04
Target boat contains 4 BeO pellets with 30% PVB:
Sample, Thickness (mm), Mass (g), Density (g/cm3)
1 4.943, 0.9628, 1.265
2 4.930, 0.9685, 1.276
3 4.758, 0.9607, 1.312
4 4.979, 0.9872, 1.288
Target chamber is currently being pumped down. Leak check will be done tomorrow by turning on the cooling water for the heat shield.
|
Tuesday, March 20, 2012, 14:35
It was found out that the Evaporator #2 backing pump (IEVAP2BP1) muffler is not connected to the exhaust system. The sintering process is on hold until the pump is properly setup (see message ID#7 for more details).
|
|
Thursday, March 22, 2012, 00:34, John Wong, BeO, Target boat #1, , Done, Sintering BeO pellets
|
| Nikita Bernier wrote: |
|
Monday, March 19, 2012, 17:04
Target boat contains 4 BeO pellets with 30% PVB:
Sample, Thickness (mm), Mass (g), Density (g/cm3)
1 4.943, 0.9628, 1.265
2 4.930, 0.9685, 1.276
3 4.758, 0.9607, 1.312
4 4.979, 0.9872, 1.288
Target chamber is currently being pumped down. Leak check will be done tomorrow by turning on the cooling water for the heat shield.
* Note: Target a boat is wrapped with a piece of Ta-foil as a heat shield - JW.
Wednesday, March 21, 2012, 18:30
The Evaporator #2 backing pump (IEVAP2BP1) muffler has been connected to the exhaust system.
The auto-ramp program has been tested today and works well.
Evaporator #2 is now auto-ramping overnight at 1 A/min, up to 500 A, between 5.00e-05 and 6.00e-05 Torr.
ISAC ops have been informed of the process and they will include it in their walkaround.
|
Thursday, March 22, 2012, 00:25
TGHT SETPOINT was ramped up to 266A but the actual p/s current remained at 90A; that was because the voltage was set 1.05V. (See attachment1: voltage_limiting.jpg).
Increased TGHT voltage to 20V, and increased the auto-ramping final value from 500A to 1000A (~1780C as previously measured by a pyrometer, see Attachment 2: Temp-Cal vs Measured.jgp)
Thursday, March 22, 2012, 10:17
TGHT ramped up at the rate of 1A/min to 534A/8.89V, local @ 525A/8.90V. Pressure is coming down to low 10e-6. (See attachment 3: TGHT_525A.jpg)
Increased ramping rate to 2A/min until TGHT reaches to 1000A.
Thursday, March 22, 2012, 13:32
A decision was made to stop the TGHT autoramping program, and set the current to 700A, (local at 690A). The temperature was measured to be around 1780C on the target boat, and
1500C on the Ta-heat shield. The current remained at that current for about 2 hours before it's ramping down at zero at -10A/min.
|
|