 Friday, June 11, 2021, 10:36, David Wang, Conditioning Station, Standard Operation, TM2, UCX33#, TM2 leak check at TCS Friday, June 11, 2021, 10:36, David Wang, Conditioning Station, Standard Operation, TM2, UCX33#, TM2 leak check at TCS
|
Leak checked TM2 service cap at TCS. helium pressure checked containment box window and HS cooling lines. No leak on service cap and waterlines. |
|
Thursday, July 08, 2021, 11:36, David Wang, Conditioning Station, Standard Operation, TM4, Ta#62, Remotely remove TM4(Ta#62) from SHC to TCS.
|
Remotely remove TM4 (ta# 62) from SHC to TCS. The moving is smooth. |
|
Wednesday, November 24, 2021, 09:08, Adam Newsome, Conditioning Station, Standard Operation, TM4, , Remotely moved TM4 from SHC to TCS
|
TM4 was moved from the South Hot Cell to the Conditioning Station. |
|
Thursday, November 25, 2021, 10:33, David Wang, Conditioning Station, Standard Operation, TM4, Ta#63. , helium pressure test on TM4 HS line at TCS.
|
Helium pressure test on TM4 HS line at TCS is done. LD base leak rate 0.0 xE-9 atm.cc/sec. Helium pressure 70psi. HS line had been helium pressurized for 5 minutes during the test. No response on LD. HS line with Ta#63 is leak free. |
|
Monday, April 04, 2022, 21:04, Carla Babcock, Conditioning Station, Development, TM2, , HV testing of IGLIS wires in TM2
|
TM2 is in the TCS without containment box for HV testing following the installation of the IGLIS wiring.
Not great results so far - sat at 42.5kV for nearly 2 hours, current around 200uA and occasional sparks. I did not have time to go higher, will do this tomorrow. The sparks could be conditioning but it looks a bit suspicious to me. We will see if the ramp up tomorrow is very easy and how high we can go. I have data from HV testing of TM2 in December for comparison.
The EZL was reacting to all sparks, so I went into the target hall to see if it was sparking on the module top, but there was no sparking there.
Possible mitigations:
- Re-do the connections on top of the service cap to remove the extra length on the wires inside the service cap and inspect the routing carefully to make sure nothing is in the wron place.
- Inspect the wiring in the source tray to see if there is evidence of sparking in a certain area.
Second round of testing Tuesday April 5 2022:
Much better results, seems most of the sparking was conditioning. Went right up to 42.5kV with no issues. Spent quite a while getting up to 50kV, and didn't leave it there for more than a couple mins. May be running into the limitations of the HV cage at this point. Bias current was much lower, something like 140uA at 45kV.
Third round of testing Wednesday April 6 2022:
Ramped easily back to 45kV, a little more sparking above that. Sat at 47kV for ~30mins with no sparks. Won't try to go higher in case of issues with the cage. Will try to condition up to 50kV in the station. Other than the possible low megger value between B and C, all looks good. |
|
Thursday, June 23, 2022, 13:04, David Wang, Conditioning Station, Standard Operation, TM4, Ta#64, helium pressure test on TM4 HS line.
|
With Ta#64 installed , TM4 HS line was helium pressure tested at TCS. base leak rate is 0.0XE-9 atm.cc/sec. HS line tested leak rate is 3x E-7 atm.cc/sec on 5 minutes 50 psi helium testing. Leak check result wasgood at NHC by helium spray method. We decided to apply water to HS and all other water lines still. The vacuum status is closely being watched. So far, TCS pumping down trend is still good. HS line supply water valve was switched on and off couple of times at TCS IG1 1.15 XE-6 range, and no vacuum spike was observed. More information will be logged in during the TM4 and target conditioning stage at TCS. |
|
Thursday, August 11, 2022, 09:10, David Wang, Conditioning Station, Standard Operation, TM4, SiC #44, HS line helium pressure test. Gas line fitting on module top and gas line leak check.
|
HS line helium pressure test is done at TCS. No leak. I also leak checked gasline adapter and fittings on TM4 top. No leak. 1/4 copper gas line between module and ITE was leak checked yesterday. It is good. |
|
Thursday, September 08, 2022, 09:06, David Wang, Conditioning Station, Standard Operation, TM2, UCx#39, HS line helium pressure test.
|
TM2 with UCX#39 HS line helium pressure test is done at TCS. 70 psi helium 3minutes. No leak @0.0XE-9 atm.cc/sec. |
|
Wednesday, October 05, 2022, 09:31, David Wang, Conditioning Station, Standard Operation, TM4, C#4, HS line helium pressure test. TM4 with C#4 at TCS.
|
TM4 HS line helium pressure test is done. 70psi helium pressure@ 3XE-8 atm.cc/sec . No leak. |
|
Wednesday, October 19, 2022, 12:04, Carla Babcock, Conditioning Station, Repair, , , TCS:TBHT taken as replacement for ITE:TBHT
|
During the last ITE run with the SiC#44 target, the ITE:TBHT controls card was fried twice. The first time we put in our spare, and the second time we just continued to run without controls readback. For the C#4 run starting Oct. 19, we used the conditioning station supply. As soon as one of the other supplies is fixed, we will install it in the conditioning station. The equipment list (https://triumfoffice365-my.sharepoint.com/:x:/g/personal/cbabcock_triumf_ca/EQPffP4p1P9JqEDWIHGRPfsBVDSQjMCv-M8ZNg4ngkyGHw?e=fnLVYe) tracks these movements. |
|
Thursday, November 03, 2022, 13:15, David Wang, Conditioning Station, Standard Operation, TM2, UCx#40, HS line helium pressure test. TM4 with UCx#40at TCS.
|
Helium 70 psi. tested 5minutes at base leak rate 0.9 xE09 atm.cc/sec on HS line. No leak. |
|
Wednesday, November 23, 2022, 12:10, Adam Newsome, Conditioning Station, Standard Operation, TM4, UCx#41, TM4 Move - NHC to TCS
|
TM4 was moved from the North Hot Cell to the Target Conditioning Station with UCx#41. |
|
Tuesday, January 24, 2023, 07:26, David Wang, Conditioning Station, Standard Operation, , , TH floor moping and garbage collelctions.
|
Plant group and us finished TH floor mopping and garbage collections last Wednesday. Th moping head had 800 count after using. all garbage were bagged , checked, tagged, and sent to radwaste area. |
|
Friday, April 28, 2023, 21:39, David Wang, Conditioning Station, Standard Operation, , , TCS cooling water system was started and tested this Wednesday
|
TCS cooling water system was started and tested this Wednesday. Chiller compressor 2 and 3 was in operation cycle twice without issue. TCS:TK2 was refilled to 28 inches. Water system works fine. system was switched off after test. |
|
Wednesday, May 24, 2023, 08:34, David Wang, Conditioning Station, Standard Operation, TM2, TiC#6, TM2 HS line helium pressure check and gasline fittins leak check.
|
TM2 HS line helium leak check is done. leak detector base LR 1.8xE-8atm.cc/sec. helium pressure 70 psi. 5 minutes test. no change on LD leak rate. I spray lots helium to gas line adaptor and fittings. No leak.has been found at this base leak rate level. Since the TCS MP1 has some issue ,this time the base leak rate on LD only can get to 1.8Xe-8 atm.cc/sec at this moment instead of 0.0xE-9. The low E-8 level is not perfect, but i have no concern on it. |
|
Thursday, May 25, 2023, 13:10, David Wang, Conditioning Station, Maintenance, TM2, , TCS MP1 is replaced due to poor performace.
|
TCS MP1 is replaced due to poor performance( system shows unstable and high reading on TCSCG1A and high TP1,TP2 current draw) . The pump is edward 15i scroll pump. Since vacuum group has no same spare pump, i have to use SMP roughing pump SMP:MP1 which is a same pump to replace it.. After the replacement ,the TCS:CG1A and TP1, TP2 current draw are back to normal. The original TCSMP1 was surveyed. Swipes on intake and exhaust port are 300 counts and 1000counts. RAM contact field measurement are from 0.2 to 0.5 usv/hr. It is stored in TH. We will try to refurbish this pump first and use as for SMP:MP1. If we can not refurbish it, a new 15i pump will be purchased for SMP:MP1.
2023-05-31: Opened pump tip seal chamber and swiped chamber inside. The contamination level :1200 counts on 44-2. The tip seal and tip seal chamber o ring need to be replaced . Checked gas ballast knob. The O-ring inside knob is in good condition. Checked exhaust port o-ring. it is in good condition. spare part PO will be issued soon.
2023-06-14:Tip seals and o-ring have been replaced on original TCS:MP1. After, it was tested at TCS for 48 hours. The pump is much quiet on operation, and the pump body temperature is mild. The final inlet pressure this pump could get with TCS PV1 closed is about 23 mtorr. The result is good. I installed it back to TCS vacuum station and reinstalled SMP:MP1 back to SMP vacuum station.
|
|
Monday, June 12, 2023, 07:36, David Wang, Conditioning Station, Standard Operation, , , TCS water filters annual change.
|
Plant group changed TCS water filters last Friday. 4 filters on resin can inet /outlet sides and filters(4 in one cartridge house)on pump return line have been changed. Triumf maintenance tags on filters have been updated. No water leak after job. The TCS TK2 water level dropped from 20" to 16" because of the job. I will refill the level to 28" today.
TCS:TK2 is refilled to 28". |
|
Wednesday, August 09, 2023, 13:13, David Wang, Conditioning Station, Standard Operation, TM2, Nb#10, Tm2 Nb#10 has been connect at TCS.
|
TM2 Nb#10 has been connect at TCS. TCS water system and vacuum system have been started. Everything looks ok so far. TCS Faraday cage is secured for TM2 conditioning at TCS. |
|
Friday, December 15, 2023, 11:07, Adam Newsome, Conditioning Station, Standard Operation, TM3, , TM3 Move - SHC to TCS
|
TM3 was moved from the SHC to the TCS (no target installed). |
Tuesday, January 02, 2024, 16:01, Carla Babcock, Conditioning Station, Development, TM3, , TM3 service tray HV testing and conditioning 
|
Tuesday, January 02, 2024, 15:58 :
Started HV ramp up on TM3 service tray about 3pm today. Had to bypass TCS:BIAS interlocks to make it work - there are some flow restrictions on the water lines that are causing the flow interlock to periodically trigger. The water flow it not very important for this test as long as the water is moving. Turned out that it was also conveninent to have all the interlocks bypassed because sparks tripped off the IG1 gauge and this did not cause the HV bias supply to turn off. Should use same setup next time.
Some sparking around 35-44kV, tripped off turbos/IG1/IG1S 3 times and so decided to ramp down.
Tried again while standing outside TH door to hear if sparking is outside the vacuum. Went to 48kV very slowy with multiple trips of the turbos, mostly TP2. Lots of sparks but easy to ramp back up to previous high point, so likely just a painful conditioning process. Current draw 167uA at 48kV. No sparks audible outside door, and vacuum response looks too large to be electrical noise.
Continued on Wednesday January 03 - went up to 53kV in the same way as before, lots of TP2 trips making its current a bit unstable... data was dumped as TM3_servicetray_conditioning_jan32023. Tried limiting the current on the power supply to very near the drain current to see if that reduces the number of trips. Didn't notice a significant effect.
Thursday, January 04, 2024, 09:57 :
Restarting conditioning, starting at 180uA at 53kV. Got up to around 60kV with many trips of the turbos, and one restart of the IG1 controller needed. Added a grounding hook to the vacuum controller rack to see if that helps reduce the trips. (doesnt appear to have).
Friday, January 05, 2024, 09:51 :
Continuing conditioning. Starting by sitting at 50kV for 10mins. No sparks observed during this time.
Even though we got to 60kV last time, onset of conditioning started at 58.6kV with a trip at 58.9kV... got up to 70kV.
Got to 72kV on Monday January 08 2024.
On Monday Jan. 15, tried to improve the grounding on the vacuum services rack to reduce sparking through the turbo controllers. Added two welding cables from the vacuum rack ground busbar to the copper grounding strip on the ground. If the spark is travelling from the faraday cage to the rack through conduit or grounding cables, maybe this will help. If it is coming through the turbo cable then it likely won't. Tried to add grounding straps on the turbo controller chassis (there is a brass screw which I think is for this purpose) but couldn't get either of the screws out with any resonable force. They undo a bit then get stuck...
Wednesday, January 17, 2024, 20:39:
David vented TM3 with N, then opened the service cap to install new insulators. We pumped back down and Alexander and I ramped back up today - instabilities started around 55kV and we were back to slow conditioning in the high 50s. Got up to a set point of 65kV. Ray did some work on the TCS bias supply and now neither the set point or readback is correct. The PSU was reading 51.5kV at set point 50kV and 60kV at set point 58kV. Will continue later...
Wednesday, January 31, 2024, 16:23
Ramped up again, some slight instabiities around 56kV but could still go up pretty quick until about 65kV. Since Ray's testing of the TCS:BIAS supply both the readback and the set point are off from the powersupply display. Ran out of time and ramped down at set point 70.5.
| Set point |
Readback |
PSU reading |
| 63 |
64 |
65.5 |
| 66.5 |
67.5? |
68 |
| 69.5 |
70.6 |
71.5 |
| 70.5 |
71.7 |
73 |
| |
|
|
| |
|
|
Tuesday, February 06, 2024, 14:47
Testing again after venting the module with air. First tiny spark at 48, then some vacuum reactions starting at 49 but still no issues. Bit more reactive around 53.
| Set point |
Read back |
PSU reading |
| 53 |
53883 |
55 |
| 57 |
57924 |
59 |
| 60 |
61 |
62 |
| 64 |
65 |
66.5 |
| |
|
|
stopped at 69.4
Wednesday, February 07, 2024, 15:28 :
Ramped easily to 60kV set point and let it sit there. Didn't spark at all then after 100mins, sparked TP2 off. Otherwise first sparking happened at set point 67.
Found at limit at around 72.5 on the PSU front output, set point 70.6. think it comes from EPICS. Will have to test the power supply.... stopped there.
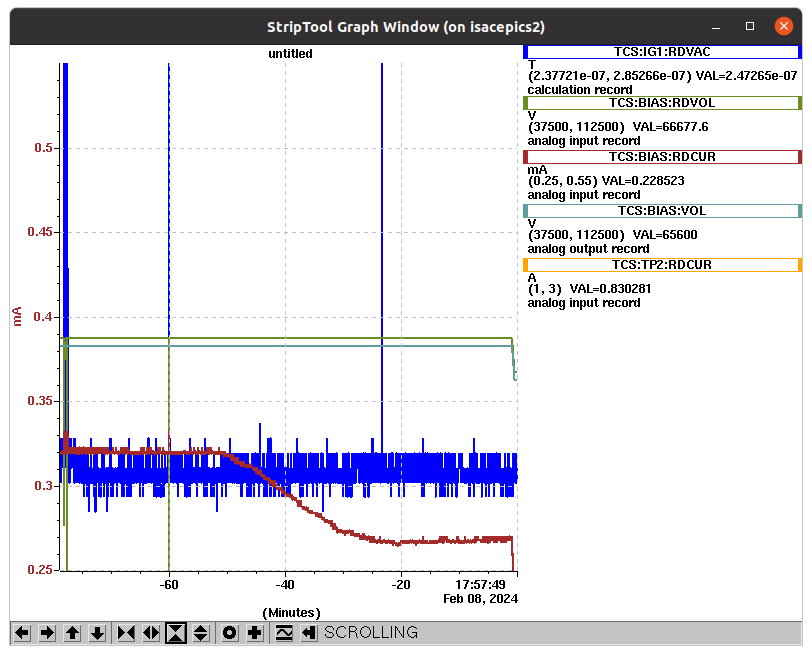
Thursday, February 08, 2024, 15:03 :
Long term testing. ramped back up, first spark at set point 65.
Let it sit for 2hrs 20mins. Something like 6 sparks during this time. Current also dropped significantly from 0.32A to 0.27A.
EDIT 2024-11-25, Alexander Shkuratoff:
All the StripTool data related to the above tests are on the server as the following below. Those without "Alexander" in the name were dumped by Carla.
And the StripTool settings:
|
|