 Tuesday, March 15, 2022, 10:03, Adam Newsome, T-Hall Crane, Repair, North Aux Hoist VFD Replaced Tuesday, March 15, 2022, 10:03, Adam Newsome, T-Hall Crane, Repair, North Aux Hoist VFD Replaced
|
The North Aux Hoist VFD which had failed (e-log 50) was replaced today by Tom Kauss and Adam Newsome on Work Permit A2022-03-15-1.
The hoist's motions were all tested - it is functioning normally again. |
Friday, February 18, 2022, 09:26, Adam Newsome, T-Hall Crane, Maintenance, Potential grease leak observed .png")
|
Naimat Khan noticed after using the crane that some grease dropped onto a spreader bar, and believes it is a leak from the main hoist (see attached photo). The hoist should be inspected.
Edit: Dan McDonald notes that this has been observed since the crane was installed and is likely due to excess grease dropping out. Perhaps not a major concern. |
|
Tuesday, February 01, 2022, 08:29, Adam Newsome, T-Hall Crane, Repair, North Aux Hoist - West Motion Failure
|
An issue was observed in which the North Aux hoist failed to travel West when commanded to, but the East motion was functioning. The up/down motion was also functioning. The North Aux Hoist Trolley failed during regular usage, seemingly randomly, when it was about 70% towards the West end of travel. Note that the West motion VFD inside the North Aux Hoist is the one previously taken from the South Aux Hoist (the same issue with the North Aux Hoist was observed last year, and the VFD was swapped, and a new one was installed in the South Aux Hoist).
A replacement VFD (Delta TDN007E1100WM0) will be ordered and installed, and this e-log will be updated.
Edit 2022-03-15: the replacement VFD has been installed and the system is operational. See e-log 52. |
|
Thursday, January 06, 2022, 10:46, Adam Newsome, T-Hall Crane, Development, Modification of South Limits
|
Edit: as of May 30, 2022, the modification has been reversed, and the crane is functioning normally as per the manufacturer's limits.
Modifications have been made to the crane to allow for the South Aux Hoist to reach closer to the South wall during the ARIEL Hot Cell installation period. These modifications are temporary, and were considered to be a safer and simpler alternative to the modification proposed by the hot cell contractor workers, which involved installing a sort of come-along on the wall and pulling the hoist closer to obtain the desired reach. The following modifications were made:
- Removal of the bumpers on the south side (T. Kauss). There are no bumpers on the South side of the crane’s bridge currently.
- Modification of the PLC program to reduce the software limit by approximately 4 inches (A. Newsome). The previous soft limit was set at 0.36 m and it was reduced to 0.26 m (~3.9 inch reduction).
These changes have been tested – the crane stops in the expected position. However, it is very close to the wall now. If you are using the crane anywhere near the South wall: exercise extreme caution. The crane automatically slows down when approaching the South wall, and there is plenty of time for the operator to react and further slow the motion by only holding the joystick down at about 20% speed. I strongly recommend operating at about 20% speed when close to the wall (on top of the automatic speed reduction I mentioned).
- These changes are based on Work Permit A2022-01-06-1
- Changes have been noted in the crane’s logbook
See attached screenshot of PLC program indicating that the new limit has been reached.
Contact me (Adam Newsome) for more detailed information.
|
|
Tuesday, November 23, 2021, 11:01, Adam Newsome, T-Hall Crane, Repair, Load Cell - Not Functioning
|
The load cell which is located on the crane itself to display the load to operators was reported not working during the week of November 15. It is planned to investigate on Nov. 25 and this e-log will be updated with the status.
Edit (2022-02-02): the load cell is functioning again. No changes were made. |
|
Thursday, September 16, 2021, 09:37, Adam Newsome, T-Hall Crane, Maintenance, Bridge Encoder Homing
|
The bridge motion was slowed due to encoder homing issue. It is likely that the problem which occurred yesterday caused an velocity fault (mismatch between encoder speed and commanded speed), which unlatches the homing status for the bridge motion axis.
When the bridge was in the southmost position (bumper pressed against wall), the position readback was: 0.353 m, encoder count = 5164003.
The bridge was moved to the "zero position" as indicated on the remote display - the tick was aligned with the zero.
The encoder was homed at this position. The home position readback was: 0.356 m, encoder count = 5164447. Note that this position is in alignment with the measuring tape zero mark, not pressed up against the wall.
The bridge was run to its full extreme positions in either direction to confirm proper slowdown and stopping behaviour. It appears to be functioning normally again. |
|
Wednesday, September 15, 2021, 15:10, Adam Newsome, T-Hall Crane, Maintenance, Hoist Broken Fault (actually: cable wrap issue)
|
A fault occurred which presented as "114. Main Hoist Cable Broken (3200PX)". This occurred when a SEG block was suspended approximately 1 m off the ground.
Upon inspection, it was determined that the cable was in fact not broken, but wrapped around itself. There are no guides, and it is possible for the cable to double wrap if loaded in an usual fashion. This condition triggered the "Hoist Rocker Switch 1" sensor, 3200PX. The sensor is not visible or accessible from ground level, and could not be inspected, but it was confirmed that there was no 24 VDC PLC input at 30000EA:I.Data[7].0, as would be expected under normal operating conditions.
To rectify the issue:
- The sensor was bypassed in the control panel by connecting wire 32001 directly to 24 VDC after confirming that there would be no adverse affects from doing this.
- With careful supervision, the load was lowered, while watching the cabling.
- The load was removed from the crane.
- The hoist was then lowered to its extreme lower limit, and the cable unwrapped itself naturally as it was being lowered.
- The sensor bypass was removed.
- The sensor began functioning normally again when the wrapping issue was resolved.
- The hoist was raised and lowered multiple times to confirm the cable wrapping issue was no longer present.
The crane is returned to its normally functioning state. Operators will keep a lookout for any more issues relating to the hoist cable. The crane will be inspected on Sept. 22, 2021. |
|
Wednesday, September 09, 2020, 10:51, Adam Newsome, T-Hall Crane, Repair, North Aux Hoist Replacement (followup on E-Log 44)
|
See E-Log 44 for details on North Aux Hoist failure.
A replacement VFD was ordered by Adam Newsome and installed by Tom Kauss.
Adam and Tom replaced the VFD in the South Aux hoist (which had been relocated to the North Aux hoist). The original braking resistor was used. No functionality changes to the system.
Both Aux hoists were tested: E/W travel, up/down travel. Each hoist is functioning correctly. E/W speeds were compared between the two hoists and found to be the same (~14 Hz for slow speed, ~95 Hz for fast speed).
The replacement job is complete and the issue outlined in E-Log 44 is resolved, although the original cause for failure has not been determined.
Current state of system as of Sept 9, 2020:
- The North Aux hoist is fully functioning (contains original VFD from South one)
- The South Aux hoist is fully functioning (contains newly replaced VFD with original braking resistor)
- The North Aux hoist limit switch flag has been temporarily bypassed to allow for crane work in the target hall (not a safety issue - extended bumpers are installed and the regular bridge limit switches are functioning normally... this is only to allow the bridge to run its full length of travel when the North Aux hoist is at its fully East position)
Next steps:
- Reinstall North Aux hoist limit switch flag (TBD when Target Hall installation work is done)
|
|
Friday, July 03, 2020, 15:43, Adam Newsome, T-Hall Crane, Repair, North Aux Hoist: West Travel Motion Failure
|
An issue was observed in which the North Aux hoist failed to travel West when commanded to, but the East motion was functioning. The North Aux hoist Trolley was stuck in a position up against the East wall.
Present during troubleshooting: Adam N, Maico D, Tom K, Allon M, Travis C
After troubleshooting, it was determined that:
- There were no fault messages on the HMI display relating to this issue
- The HMI indicated "Bridge Not in North Limit and/or Auxiliary Trolley North Not in East or West Limit" - the Bridge was not in the north limit as described, and this message implies the PLC thought the North Aux hoist was somewhere along the middle of its travel
- The West run signal was reaching the remote receiver from the crane pendant
- The West and East run signals were correctly reaching their respective input pins on the VFD (DI1, DI2)... upon swapping wires and commanding it to run East, the West direction still did not function
- The VFD was displaying the correct output frequency information on its display when commanded to run East, but not west
- The limit switch was not related to this issue
Upon swapping out the VFD with the working one from the South Aux hoist, the North Aux hoist Trolley was able to move both East and West, as normal. It was therefore determined that the VFD had failed and must be replaced.
Current state of system as of July 3, 2020:
- The North Aux hoist is fully functioning (contains VFD from South one)
- The South Aux hoist is disabled (no VFD, breakers shut off)
- The North Aux hoist limit switch flag has been temporarily bypassed to allow for crane work in the target hall (not a safety issue - extended bumpers are installed and the regular bridge limit switches are functioning normally... this is only to allow the bridge to run its full length of travel when the North Aux hoist is at its fully East position)
Next steps:
- Adam Newsome requested quote for replacement drive (Delta Electronics TDN007E1100WM0) - will advise when replacement arrives
- Install replacement drive into South Aux hoist upon arrival (note: check EMC level modification)
- Verify entire system functioning as normal
- Reinstall North Aux hoist limit switch flag
|
|
Thursday, February 13, 2020, 08:51, Adam Newsome, T-Hall Crane, Standard Operation, Remote mode door limit switch bypass
|
The non-existent safety limit switch for the target hall door which prevents remote motion has been bypassed in the crane PLC control panel to allow for remote operation of the crane. This will be un-bypassed when a switch is installed. Specifically, a jumper was placed from terminal 18001 to 20121 and 20141 which will enable the hall lock safety relays 2012SR and 2014SR. The crane is currently operational in both local and remote mode. |
|
Tuesday, November 19, 2019, 10:31, Adam Newsome, T-Hall Crane, Repair, 900VFD Encoder Board Replacement
|
An issue arose in which the ARIEL crane hoist could not be moved. It was determined that the East and West drums were out of synchronization (by more than 0.2 m, which the limit) and the encoder board inside the 900VFD had failed.
Summary: The synchronization and encoder board issues were resolved, and the crane is now functional. The root cause of both of these issues is unknown.
The following is a timeline of events for record, in case a similar issue arises again:
Nov 6:
- Crane hoist not working
- Contact was made to COH to initiate troubleshooting
- Faults were observed: Drive fault for 700VFD, Drive fault for 900VFD and 900VFD not ready, Main Hoist Drum East and West Absolute Encoders Position Difference
- Logging in to the HMI as a maintenance user and viewing hoist feedback showed that: East drum absolute and incremental encoders agree with each other, West drum absolute and incremental encoders agree with each other, West drum and East drum encoder values do NOT agree with each other (approx 0.22 m difference, the threshold for faulting is 0.2 m)
Nov 12:
- Crane hoist mode was switched to operate only the East drum independently, and adjust it so that the encoder readout on the HMI of the difference between East and West drums was approximately 0... the red X indicators changed to a green checkmark, and the encoder difference fault was eliminated
- An attempt was made to operate both drums simultaneously again, but the drive faults persisted... contact was made to COH for further troubleshooting
- Hugo from COH suggested moving the encoder board within the VFD from 900VFD to 700VFD, to see if the "drive not ready" fault followed the board, to narrow down the issue. This swap was made, and it was determined that the issue was in fact due to a faulty encoder board. The VFD itself displayed fault code 4030 (Enc 1 open wire). A replacement as well as a spare were ordered (Allen Bradley 20-750-DENC-1).
Nov 18:
- The encoder board within 700VFD was replaced with a new one (this is the one that was previously in 900VFD)
- The fault messages were eliminated, and both drums could be run independently and simultaneously
Nov 19:
- Thomas Kauss, Travis Cave, and Adam Newsome tested the crane to verify functionality and check for synchronization of drums
- The drums are synchronized, as described in the operator's manual (visual verification of tick marks on hoists, 17 turns of rope when at upper limit)
- The crane was run to its upper limit and down a few times, and the hoists were observed: nothing out of the ordinary was noted |
|
Tuesday, August 13, 2019, 11:43, Jason Kapalka, T-Hall Crane, Development, Installed surge protector
|
Background: On 2019-06-25 a Pri VelFdbk Loss fault was discovered on the Main Hoist East Drum South Motor of the ARIEL Target Hall Crane. The crane was used previously on 2018-08-22 without incident. The main hoist of the crane was unavailable until the Hugo Lapointe (Automation Technician) from the crane manufacturer (REEL-COH) replaced the Allen-Bradley 20-750-ENC-1 Incremental Encoder board in the 800VFD with a new one, and replaced the Motrona cross switcher and splitter with a terminal block on 2018-08-22. The cause of the damage to the board and splitter could not be determined. Hugo Lapointe recommended that a DEHNguard DG MU 3PD 480 3W+G R (908355) pluggable surge arrester be installed in order to protect the system from voltage surges, which may of been the cause of the fault on 2019-06-25. Datasheet for surge arrester is attached. Sylvain Raymond said that the device should be installed downstream of the motor disconnect switch and fuse in the electrical enclosure.
Date: 2019-08-09
Participants:
- Jason Kapalka (mechanical engineer)
- Marshal Faragher (electrician)
Operation:
- Locked and tagged out 480 V Target Hall Crane breaker on panel P-703 in ARIEL Penthouse
- Verified that ARIEL Target Hall Crane has powered down
- Locked and tagged out 480 V Target Hall disconnect switch
- Locked and tagged out 480 V motor disconnect switch on PR electrical enclosure in ARIEL Crane Control Room
- Opened PR electrical enclosure in ARIEL Crane Control Room
- Verified that 480 V power supply wires were de-energized
- Installed DEHNguard DG MU 3PD 480 3W+G R (908355) pluggable surge arrester according to crane manufacturers (REEL-COH) recommendations
- Closed PR electrical enclosure in ARIEL Crane Control Room
- Removed lock and tag from 480 V motor disconnect switch in ARIEL Crane Control Room
- Removed lock and tag from 480 V Target Hall disconnect switch
- Removed lock and tag from 480 V Target Hall Crane breaker on P-703 breaker panel in ARIEL Penthouse and closed the breaker
- Closed the motor disconnect switch on PR electrical enclosure and waited 1-2 minutes until the ARIEL Target Hall Crane had completely powered up
- Function tested ARIEL Target Hall Crane: all movements functioned as expected |
|
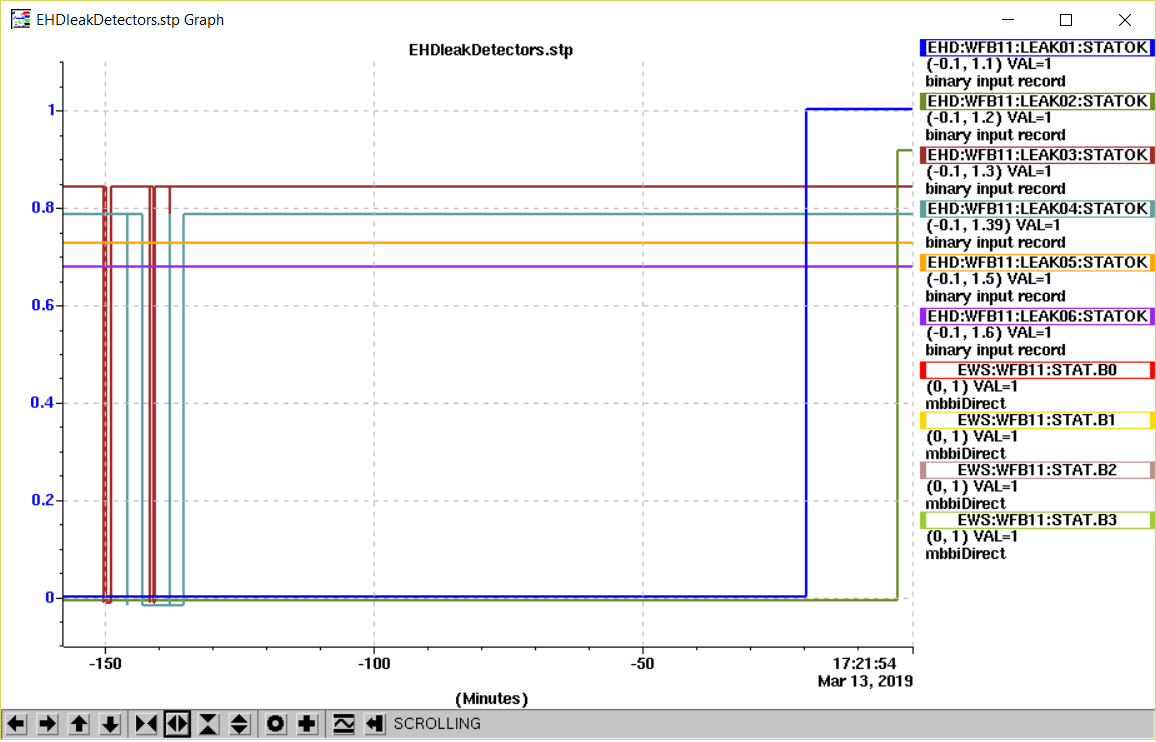
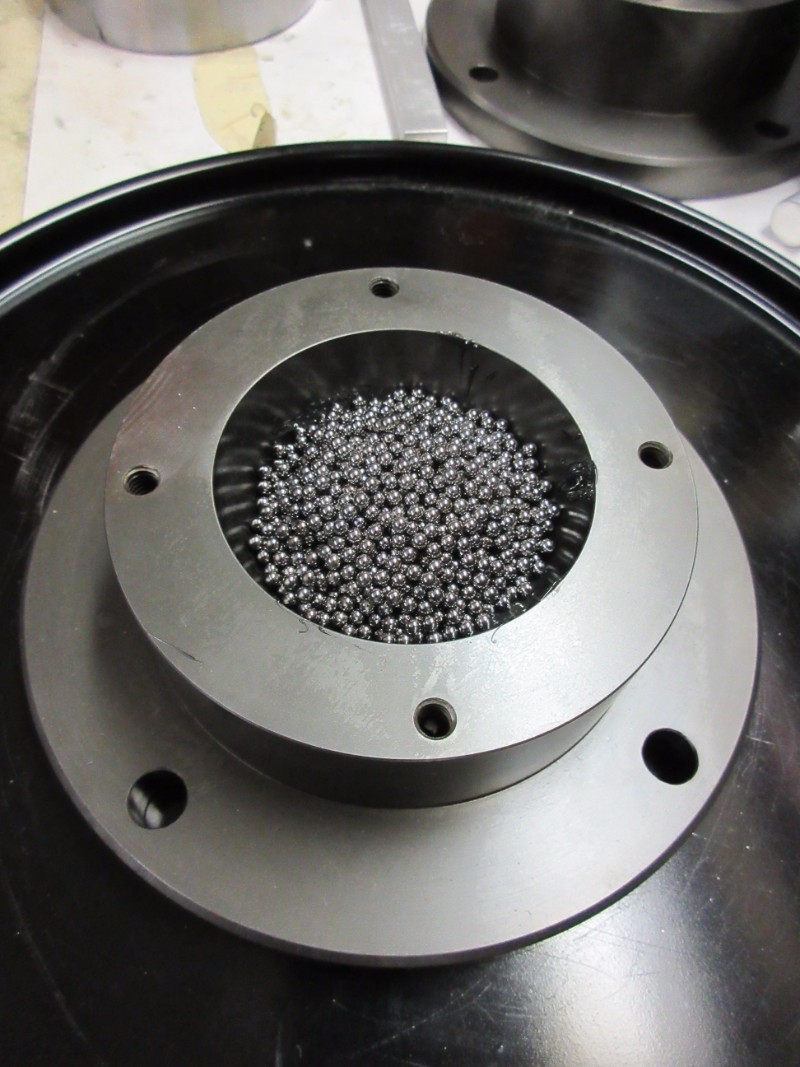
Wednesday, March 13, 2019, 16:14, Isaac Earle, 100KW Beam Dump, Development, Testing EHD water leak detectors 9x
|
The following work was completed today on the EHD water leak sensors:
- Mike Vogel installed a 1/4" copper tube which leads from the east side of the EHDT shielding down to the catch tray below the water blocks. This can be used for future testing of the in-tray sensors without removing the shield blocks. It may also be possible to test the other sensors if enough water is poured into the tray for it to overflow and eventually get them wet. The routing of the copper tube is not expected to interfere with the vertical shield plug
- Ray Mendoza re-located the SMT circuit boards to a rack on the north wall of the E-Hall, east of the concrete shield wall. The push-connect terminal on one board was damaged, so there is currently no electronics installed for EHD:LEAK06 (After various debugging over the last couple weeks it was eventually determined that the previous problems with these sensors was caused by a shared power source for the relays and the sensors themselves. Ray installed a dedicated 9V power supply for the sensors, with 24V supply to the relays still coming from the PLC)
- We swapped the wiring of two of the sensors so that LEAK01 and LEKA02 are the strips located in the tray as specified in interlock spec Document-112445 (see below for details of final installation)
- Inside tray east side sensor is cable #4, wired to EHD:LEAK01
- Inside tray west side sensor is cable #2, wired to EHD:LEAK02
- Outside tray east side sensor is cable #3, wired to EHD:LEAK03
- Outside tray west side sensor is cable #1, wired to EHD:LEAK04
- After the wiring was completed we shorted across each sensor in the junction box near the beam dump. EHD:LEAK01 through LEAK05 responded as expected
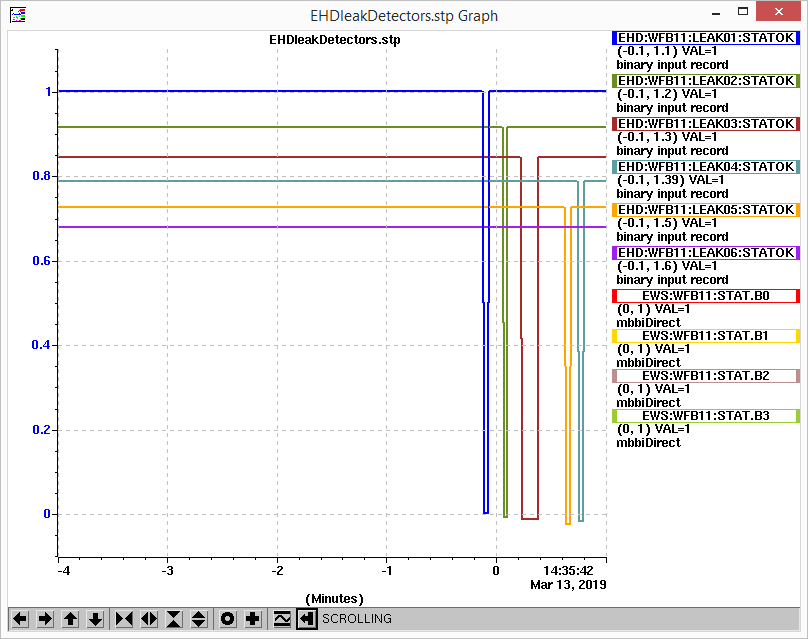
- Water was poured into the 1/4" copper tube to test the sensor strips in the tray. After approximately 50mL sensor #2 triggered, and #1 triggered after approximately 100mL total. Both sensors were still in alarm 5 minutes later.

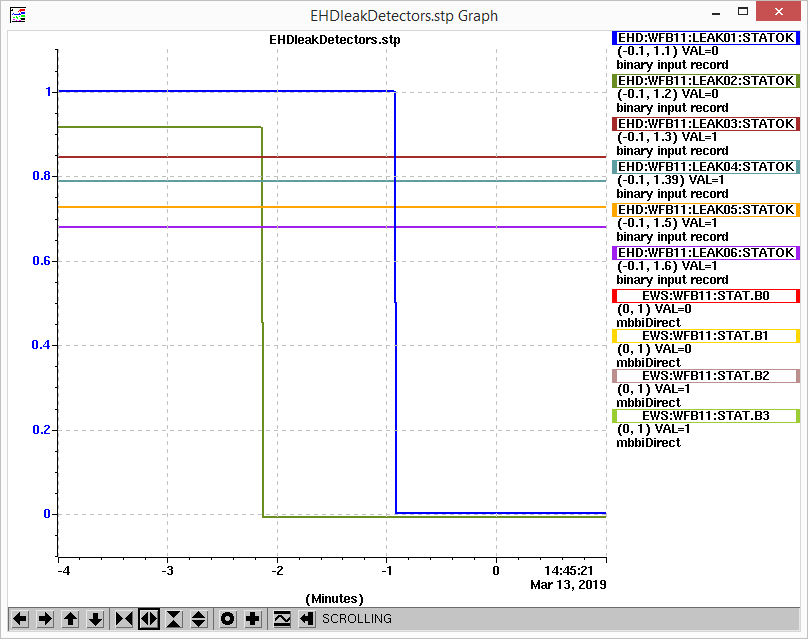
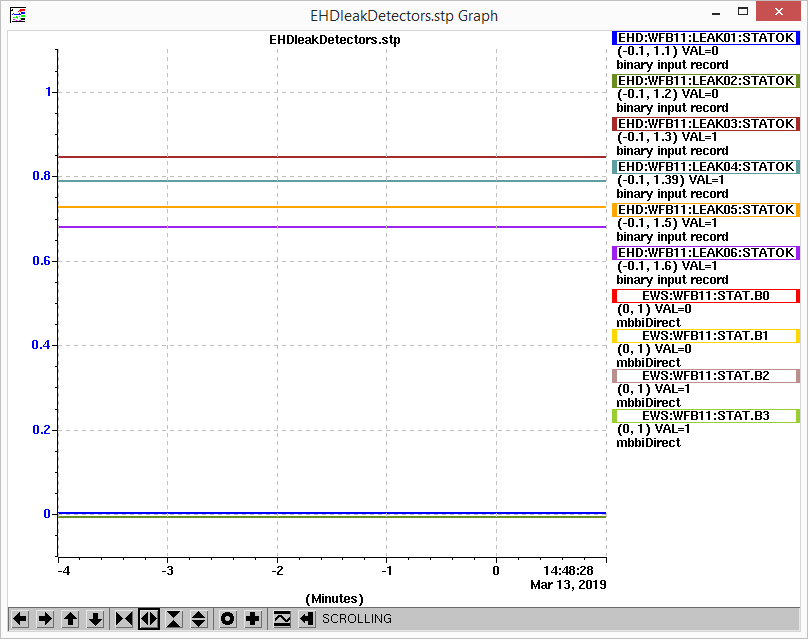
- Water was applied to sensor #3 (outside tray, east side) using a snake camera with plastic tube attached. Approximately 50mL was applied; The sensor triggered once after a small amount of water reached the strip, came out of alarm, then went back into alarm when more water was applied. It stayed in alarm for approximately 1 minute then cleared
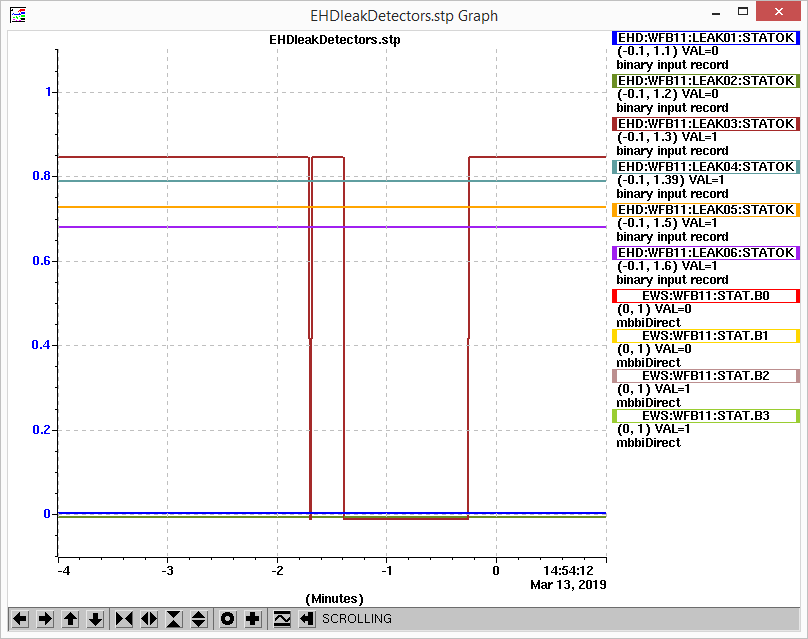
- EHD:LEAK04 (outside tray west side) was triggered by pouring water onto the ground in the general area of the sensor (direct application with the snake camera was not possible). 125mL was initially poured which did not trigger the sensor. An additional 125mL was applied which triggered it. More water was added to the LEAK03 sensor to confirm that the system behaves properly with all 4 sensors in alarm
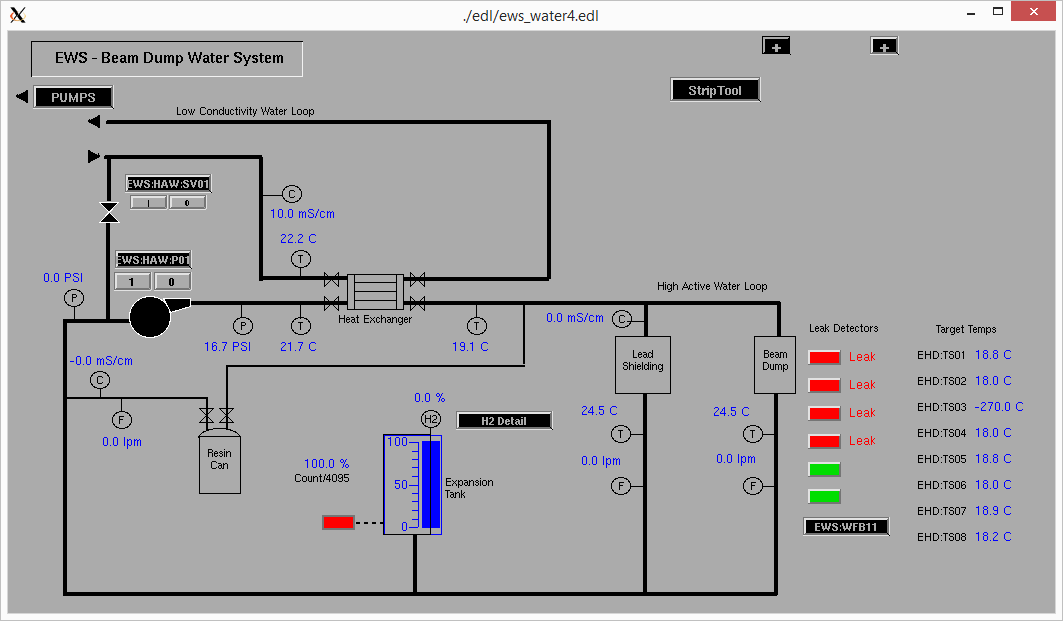
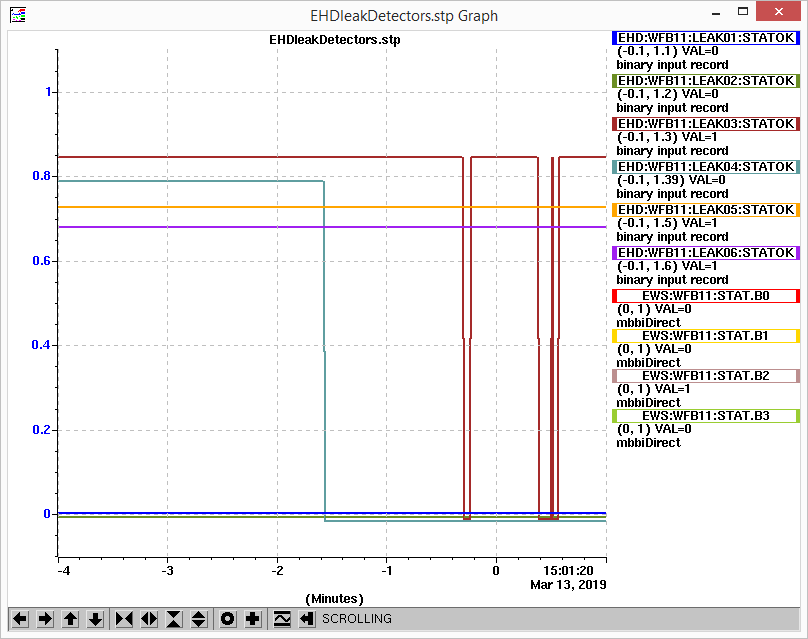
- Air was forced down towards the sensors using a shop-vac hooked up in reverse. LEAK03 and LEAK04 cleared within a couple minutes. LEAK01 and LEAK02 cleared in approximately 2 hours.
|
|
Friday, December 22, 2017, 12:42, Jason Kapalka, T-Hall Crane, Standard Operation, Powered down ARIEL Target Hall Crane
|
Powered down ARIEL Target Hall Crane today by switching off main power switch on B1 level in preparation for site-wide BC Hydro power outage on Dec. 27-29. |
|
Monday, July 17, 2017, 15:32, Jason Kapalka, T-Hall Crane, Repair, Target Hall Crane modifications and repairs
|
| |
|
Wednesday, June 28, 2017, 17:37, Isaac Earle, BL4N, Development, BL4N 35-deg bender "No. 1" installed on magnet stand
|
BL4N 35-deg bender magnet "No. 1" has been installed onto the magnet stand with "stand leg" configuration in the Proton Hall Extension loading bay area. The magnet fit as expected, and with the support legs resting on the ball transfers the magnet position could be easily adjusted by turning one of the adjuster leg fasteners (with the others loose). After experimenting with position adjustment, the fasteners were torqued to 70ft*lbs.
The engineering analysis (Document #138415) as well as drawings TBP1804, 1805, 1806, 1811, and 1820 are in the process of being updated to reflect all as-built changes.



|
|
Monday, June 05, 2017, 16:16, Isaac Earle, BL4N, Development, BL4N 35-deg bender stand assembly complete 14x
|
Assembly of two complete bender stands was completed on Friday June 2nd as well as installation of new hardware on the dipole magnets for support, adjustment, and seismic restraint. All parts were installed according to drawing TBP1804.
One of the frames was assembled with the caster wheel configuration. This frame was pushed from the proton hall B2 level to its final installation location in the ARIEL tunnel. The frame was a tight fit around the first corner around BPM 26 but it could still pass by without having to remove any items including the electrical boxes on the right side of the tunnel (when facing towards ARIEL). Part of the grouting for the BPM 26 support stand and the next three stands after that was ground away to allow more clearance for the frame. The nut/bolt on the frame casters on one side were swapped which also provides an additional ~1/8" clearance. After these modifications the stand was pushed out past this area and then back to its installation spot confirming that there is now ample clearance.
The other frame was assembled in the configuration with stand legs. This frame has been moved to the proton hall extension loading bay to be used for magnet field testing.
Both dipole magnets have been assembled with the new adjuster blocks and support legs. For the magnet labeled “No.01” the original support legs were removed, cleaned in the ultrasonic cleaner, and then reassembled with way oil The support leg support pads (TBP1822) were replaced with new parts, but all other parts were reused. For the other magnet, labeled “No.03”, new support legs were fabricated because it was supported differently in its previous location and did not have these parts. The fasteners attaching the adjuster blocks and support legs to the magnets were torqued to the recommended torque for each fastener based on the fastener grade and size.
Various minor changes to the design were made since the release of drawings, primarily to improve ease of manufacture. As-built drawings will be released after the magnets have been installed on the stands in case additional changes arise.












|
|
Thursday, June 01, 2017, 15:25, Isaac Earle, BL4N, Development, BL4N 35-deg bender adjustment blocks modified to fit magnet
|
Adjustment blocks were installed on the second dipole bender today (labeled "No. 03" "C15-III-57/15"). The mounting holes on the magnet were not aligned properly, so modification was required for two of the blocks. The counterbored holes on TBP1809 were slotted 0.10" vertically, and on TBP1808, 0.06" horizontal slotting was required. A stress analysis was performed to confirm that the blocks are still strong enough to withstand the seismic loads (PDF attached).


|
|
Tuesday, May 16, 2017, 17:30, Jason Kapalka, T-Hall Crane, Development, ARIEL Target Hall Overhead Crane Measurements
|
| On May 5, 2017 the Beamlines and Remote Handling groups recorded distances in the ARIEL Target Hall from the Target Pit floor and B1 Target Hall floor elevations up to the overhead crane girders and main hoist rotation plate using a laser measurement device (see attached file).
On May 19, 2017, the Beamlines Group measured the B1 and Target Pit floor elevations relative to the Cyclotron centre (see attached file). |
|
Tuesday, May 02, 2017, 16:52, Isaac Earle, BL4N, Development, BL4N 35-deg bender stand hardened parts tested
|
Hardness testing was performed on 1 sample each of parts TBP1822 and TBP1823 (part of the 35-deg magnet stand assembly TBP1804), They were found to be 60-60.5 Rc and 60-61 Rc respectively which is within spec. The alloy used to fabricate these parts was AISI #8620. The testing was performed by Precision Heat Treat in Surrey who also performed the heat treatment at an earlier date. |
|