- The new tube array was picked up from Kaltech on Feb 8th (observed vessel holding 60psi on hydro test at their shop)
- Vacuum leak checked at TRIUMF: would not pump down
- Applied 20psi air, and found leaks on both tube sheets using Snoop
- Dropped off tube array at Kaltech on Feb 13th for repairs
- To fix the welds on the manifold side it was necessary to cut open the manifold, then weld on a cap after re-doing the welds
- Calculations were performed to determine the stress on the welds of the new cap. The weld was found to have a factor of safety of 27.4 (notes attached in PDF format)
- Repaired tube array was pressurized to 65psi with air at Kaltech and placed in a water bath: no bubbles. Also checked welds with Snoop: no leaks
- Transported tube array to TRIUMF on Feb 20th
- Helium leak checked assembly, no leaks
- Old heat exchanger assembly was disassembled: old o-rings were stiff, but not cracking
- Small active metal chunks and flakes were found in the tube side outlet manifold (~1mSv/hr on contact)
- The old tube array was measured to be 8µSv/hr at 0.5m, and 500µSv/hr on contact at specific locations, which indicates that active chunks of metal may be stuck at certain places in some tubes
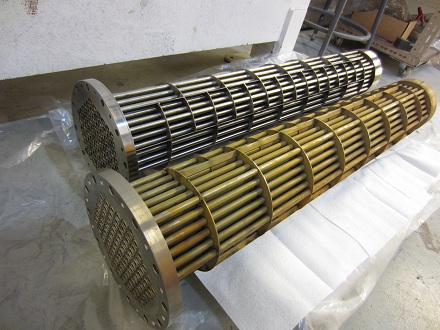
- Shell side of old tube array had brownish/orange buildup, tube side appeared fairly clean (see photo below)
- The new tube assembly was inserted into the H.E. shell (required some filing on baffle welds)
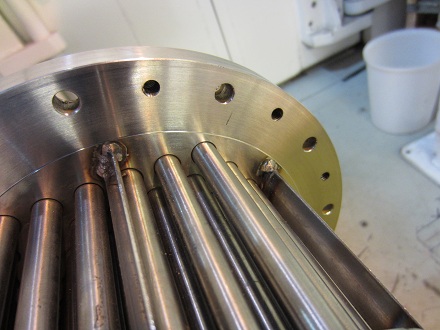
- The welds between the baffle strips and large tube sheet were found to interfere with the flange on the shell as shown below (this was an oversight on the drawings, not machine shop error)
- The tube sheet face was skimmed on the lathe by Maico and Dan Wright to remove the interfering weld material
- Repeated the vacuum leak check after machining: no leaks
- The modified tube array fit properly within the shell as shown below

- All parts were cleaned using Windex, followed by methanol, with special attention to sealing surfaces
- The heat exchanger was reassembled using new o-rings, new fasteners, and NeverSeez compound on all fasteners
- A static water test at city supply pressure (~70psi) was performed on the vessel, and a leak was found coming from the tube stub seal (#319 o-ring)
- An o-ring calculation was performed which indicated that the current configuration only compressed the o-ring 15.4%
- 1.50" OD, 1.080" ID shims were machined from 6061 aluminum at 0.017", 0.022", and 0.029" thicknesses as shown
- The addition of a 0.029" shim was calculated to increase the o-ring compression to 27.7%

- The 0.029" thick shim was installed as shown below

- The vessel was filled with water and pressurized to city supply pressure (~70psi): no leaks
- The pressure was increased to 150psi (1.5X the working pressure) using a Reed hydrostatic test pump supplied by Beamlines Group
- No water leaks were observed
- The vessel was valved off while under pressure downstream of the pump hose
- The following pressure drop was observed over the course of a weekend:
Mar 1st @ 2:35pm: 151psi
Mar 1st @ 4:30pm: 142psi
Mar 1st @ 5:30pm: 139psi
Mar 4th @ 9:00am: 70psi
- This indicates a slow leak either through an o-ring seal on the vessel, the valve used for pressure testing, or one of the fittings used for pressure testing
- The vessel was drained and pressurized with air to house pressure (~100psi)
- Snoop was applied around all o-ring seals: no leaks found
- The leak check with Snoop indicates that the leak must have been through a valve, on a pipe fitting, or of too low a rate to be of any concern
- The heat exchanger was tipped on its side to allow the shell side to be fully filled with water
- After filling with city water, a ball valve and solenoid valve were installed on the shell side ports to prevent water leaking during transport (see photo below)

- The heat exchanger was bagged and transported back to the T2 cooling package
- Testing of the heat exchanger will be done when the T2 target is reinstalled and the CuALCW system is back up (in approximately 2 weeks time) |